
CoroDrill® 460
Versatile high-performance solid carbide drill that can be used across a wide range of materials. With one drill for all materials, stock holding can be reduced and greater machine flexibility is offered leading to reduced set-up time.
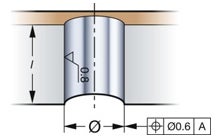
Otwór
Trzy podstawowe parametry charakteryzujące otwór to: Wybór narzędzia jest uzależniony od typu i wymaganej dokładności otworu. Przebieg wiercenia w powierzchniach nieregularnych i pochylonych oraz otworów przecinających się może być utrudniony.

Przedmiot
Analizując warunki wstępne obróbki wiertarskiej, należy zwrócić uwagę na materiał, z którego jest wykonany obrabiany przedmiot, kształt przedmiotu i wielkość partii

Obrabiarka
Wpływ obrabiarki: Zawsze należy uwzględnić:
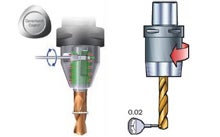
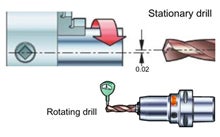
Systemy mocowania
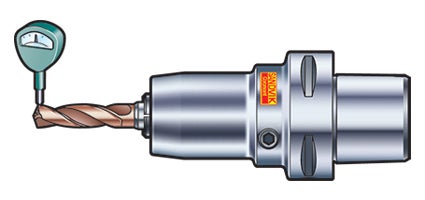
Produktywność zależy nie tylko od gatunku i geometrii, ale również od bezpiecznego i dokładnego zamocowania wiertła. Aby zapewnić najlepszą stabilność i jakość otworu,należy stosować złącza Coromant Capto lub oprawki CoroChuck 930 przy możliwie najmniejszej długości wiertła i najkrótszym wysięgu.

Wskazówki dotyczące zastosowań

Dobór odpowiednich narzędzi
Aby uzyskać pomoc w zakresie doboru właściwego narzędzia.

Uwagi wstępne
Prędkość skrawania to czynnik o największym - obok materiału narzędziowego - znaczeniu dla trwałości ostrzy i mocy potrzebnej dla zainicjowania procesu skrawania.

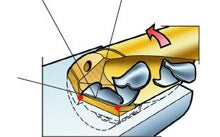
Jak w wyniku obróbki wiórowej uzyskać wysokiej jakości otwory?
Wykonanie otworu dobrej jakości może wymagać szczególnej uwagi. Tutaj można znaleźć kilka użytecznych wskazówek dotyczących przygotowania do rozpoczęcia obróbki.

Odnawianie
Regeneruj swoje narzędzia uniwersalne, aby uzyskać znaczne oszczędności, korzystając z naszej usługi regeneracji
Zalecenia
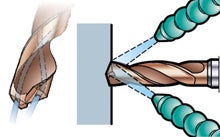
- Zaleca się zastosowanie precyzyjnych oprawek zaciskowych z mocowaniem hydraulicznym
- Zaleca się wewnętrzne podawanie chłodziwa pod ciśnieniem co najmniej 10 bar (145 psi)
CoroChuck™ 930 – największa siła i precyzja mocowania
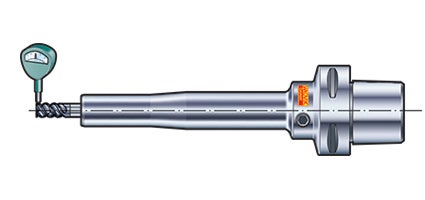
CoroChuck™ 930 wersja Pencil (wydłużona) – łatwiejszy dostęp do miejsca obróbki
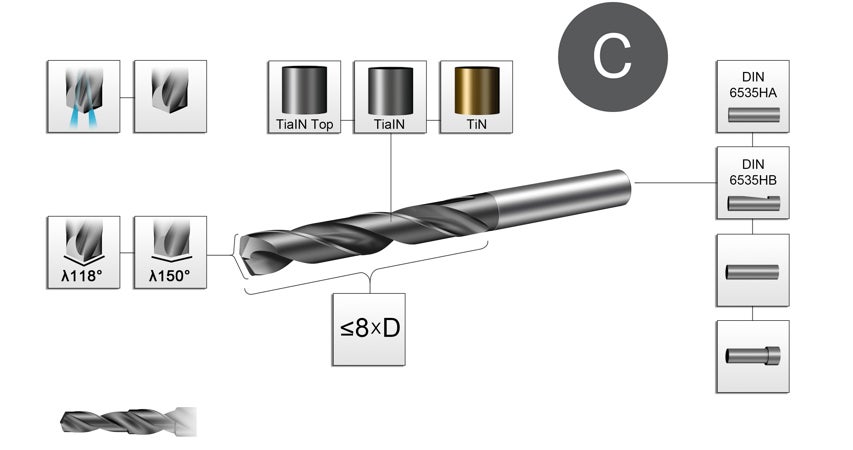
Asortyment produktów
| Średnica/długość | Średnice wierteł, mm (cale) | Chłodziwo | Geometria | Typ chwytu | Gatunek |
| 2-3 | 3-20 (0.118-0.787) | Wewnętrznie/zewnętrznie | -XM | DIN 6535 HA | GC34 |
| 4-5 | 3-20 (0.118-0.787) | Wewnętrznie/zewnętrznie | -XM | DIN 6535 HA | GC34 |
| 7-8 | 3-20 (0.118-0.787) | Wewnętrznie | -XM | Norma Coromant | GC34 |
Narzędzia dopasowane do potrzeb klienta
|
Wiertła typu 1  |
| Wiertła typu 2  |
| Wiertło typu 4  |
| Wiertło typu 5  |
| Wiertło typu 6  |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347