W poniższej tabeli zamieszczono wskazówki odnośnie rozwiązywania problemów podczas frezowania, dotyczące problemów z drganiami, zakleszczaniem się wiórów, ponownym skrawaniem wiórów, niezadowalającej jakości powierzchnią obrobioną, powstawaniem zadziorów, wymaganą mocą napędu wrzeciona obrabiarki i zużywaniem się ostrzy narzędzia.
Przyczyna
Rozwiązanie
Drgania
Słabe mocowanie
Ocenić kierunek oddziaływania całkowitej siły skrawania i zapewnić odpowiednie podparcie lub ulepszyć mocowanie
Zredukować wartość siły skrawania poprzez zmniejszenie głębokości skrawania, ap
Wybrać frez z rzadką, nierównomierną podziałką, o bardziej dodatniej geometrii
Wybrać geometrię z mniejszym promieniem naroża i o krótszej pomocniczej krawędzi skrawającej
Wybrać drobnoziarnisty gatunek płytki niepokrywanej lub płytkę o cienkim pokryciu
Unikać obróbki w sytuacji, gdy przedmiot obrabiany jest słabo podparty w kierunku oddziaływania całkowitej siły skrawania
Przedmiot obrabiany wrażliwy na frez wywierający nacisk w kierunku osiowym
Rozważyć zastosowanie frezu walcowo-czołowego (z kątem przystawienia 90 stopni) o geometrii dodatniej
Wybrać płytkę o geometrii L
Zmniejszyć wartość osiowej składowej siły skrawania – np. przez zmniejszenie głębokości skrawania, promienia naroża i długości pomocniczej krawędzi skrawającej
Zrównoważyć promieniowe i osiowe składowe siły skrawania – kąt przystawienia 45, duży promień naroża lub frez na płytki okrągłe
Zwiększyć posuw na ostrze
Zastosować geometrię do obróbki z niskimi oporami skrawania
Zmniejszyć osiową głębokość skrawania, af
Podczas wykończania zastosować frezowanie przeciwbieżne
Zastosować frezy o nadwymiarowej średnicy skrawania i adaptery ze złączem Coromant Capto®
W przypadku pełnowęglikowych frezów trzpieniowych i frezów z wymiennymi częściami roboczymi należy użyć narzędzia z mniejszą liczbą ostrzy i/lub większym kątem pochylenia linii śrubowej
Frezowanie walcowo-czołowe przy użyciu niestabilnego wrzeciona
Wybrać frez o jak najmniejszej średnicy
Wybrać frez i płytkę o dodatniej geometrii do skrawania z niskimi oporami
Wypróbować frezowanie przeciwbieżne
Sprawdzić, czy odchylenie wrzeciona jest dopuszczalne dla tej obrabiarki
Wyregulować śrubę blokującą lub wymienić śrubę kulową w tradycyjnych obrabiarkach
Parametry skrawania
Zmniejszyć prędkość skrawania, vc
Zwiększyć wartość posuwu na ostrze, fz
Zmienić głębokość skrawania, ap
Mała stabilność
Zmniejszyć wysięg
Poprawić stabilność układu
Wibracje podczas obróbki w narożnikach
Zaprogramować obniżenie prędkości posuwu podczas frezowania narożników o dużym promieniu zaokrąglenia
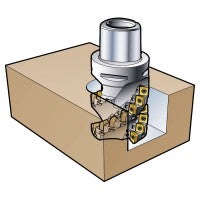
Zakleszczanie się wiórów Częsta przeszkoda podczas obróbki całą szerokością narzędzia – zwłaszcza materiałów generujących długie wióry
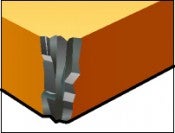
Uszkodzenie naroża ostrza
Wykruszanie i pękanie krawędzi skrawających
Ponowne przecinanie wiórów
Poprawić odprowadzanie wiórów, stosując dużą ilość właściwie kierowanej cieczy obróbkowej lub sprężonego powietrza
Zmniejszyć wartość posuwu na ostrze, fz
Rozłożyć głębokie skrawanie na kilka przejść
Wypróbować frezowanie przeciwbieżne podczas frezowania głębokich rowków
Zastosować frezy o rzadkiej podziałce
Zastosować pełnowęglikowe frezy trzpieniowe lub frezy z wymiennymi częściami roboczymi, z dwiema lub maksymalnie trzema ostrzami i/lub większym kątem pochylenia linii śrubowej
Ponowne skrawanie wiórów Występuje podczas obróbki całą szerokością frezu i obróbki kieszeni – zwłaszcza w tytanie. Często zdarza się także podczas frezowania głębokich wybrać i kieszeni na obrabiarkach pionowych.
Pęknięcia krawędzi skrawającej
Szkodliwe dla trwałości narzędzia i bezpieczeństwa
Zakleszczanie się wiórów
Usunąć skutecznie wióry, wykorzystując sprężone powietrze lub obfity przepływ cieczy obróbkowej – najlepiej chłodziwa doprowadzanego wewnętrznie
Zmienić położenie frezu i strategię drogi narzędzia
Zmniejszyć wartość posuwu na ostrze, fz
Rozłożyć głębokie skrawanie na kilka przejść
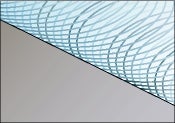
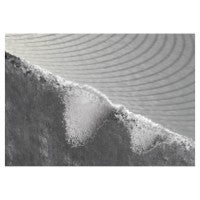
Niezadowalająca jakość powierzchni obrobionej
Zbyt duża wartość posuwu na obrót
Ustawić osiową wysokość krawędzi skrawających frezu lub wybrać płytki o zbliżonej wielkości rzeczywistej. Sprawdzić wyrównanie położenia ostrzy za pomocą wskaźnika
Sprawdzić odchyłkę bicia na wrzecionie i stan powierzchni mocowania frezu
Zmniejszyć posuw na obrót do maks. 70% długości pomocniczej krawędzi skrawającej
W miarę możliwości użyć płytek wiper (do obróbki wykończeniowej)
Zwiększyć prędkość skrawania, vc, aby podnieść temperaturę w strefie skrawania
Odciąć dopływ cieczy obróbkowej
Użyć płytek z ostrymi krawędziami skrawającymi, o gładkiej powierzchni natarcia
Użyć płytki o geometrii dodatniej
Wypróbować gatunek cermetalowy o wyższym zakresie parametrów skrawania
Skrawanie "tylną częścią" głowicy
Sprawdzić nachylenie wrzeciona (ok. 0,10 mm/1000 mm (0.004 cala/39.370 cala))
W przypadku obróbki wykończeniowej odchyłka bicia wrzeciona w kierunku osiowym nie powinna przekraczać 7 mikrometrów
Zmniejszyć promieniową składową siły skrawania (zmniejszyć głębokość skrawania, ap)
Wybrać frez o mniejszej średnicy
Sprawdzić odchyłkę równoległości wydłużonej pomocniczej krawędzi skrawającej płytki wiper do pomocniczych krawędzi skrawających pozostałych płytek na głowicy (nie może być ona pochylona do wewnątrz ani na zewnątrz)
Upewnić się, że nie występuje ruch oscylacyjno-obrotowy frezu - dopasować powierzchnie mocowania
Zatarcie na przedmiocie obrabianym
Zmniejszyć wartość posuwu na ostrze, fz
Wybrać frez z podziałką normalną lub gęstą
Ustawić frez w taki sposób, aby uzyskać cieńsze wióry na wyjściu ostrza z materiału
Wybrać bardziej odpowiedni kąt przystawienia (45 stopni) i geometrię do skrawania z mniejszymi oporami
Wybrać ostrą płytkę
Monitorować starcie na powierzchni przyłożenia, aby uniknąć nadmiernego zużywania się
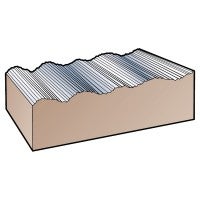
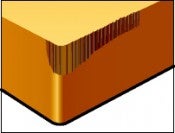
Tworzenie zadziorów
Dotyczy konkretnego materiału – superstopy żaroodporne (HRSA)/ stal nierdzewna
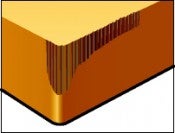
Główny mechanizm zużycia – wrąb (karb)
Zastosować duży promień naroża ostrza, dający w efekcie mały kąt przystawienia
Utrzymywać głębokość skrawania poniżej długości promienia zaokrąglenia naroża
ap = 0,5 x promień naroża
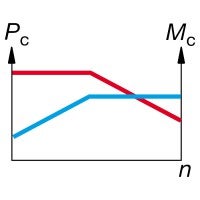
Zapotrzebowanie na moc
Należy pamiętać o charaketrystyce mocy napędu wrzeciona obrabiarki, gdyż maszyna może nie dysponować wystarczającą mocą dla zbyt niskiej wartości prędkości obrotowej.
Zapotrzebowanie na moc podczas frezowania zależy od następujących czynników:
Ilość metalu do skrawania
Średnia grubość wiórów
Geometria frezu
Prędkość skrawania
Przejść z podziałki normalnej na rzadką, tj. zmniejszenie liczby ostrzy na danej średnicy skrawania
Frez o dodatniej geometrii charakteryzuje się mniejszym zapotrzebowaniem na moc, niż frez o geometrii ujemnej
Zmniejszyć prędkość skrawania przed redukcją prędkości posuwu
Zastosować frez o mniejszej średnicy i wykonać kilka przejść
Aby uzyskać najwyższą efektywność przy określonych parametrach skrawania, najlepszą możliwą jakość przedmiotu i największą trwałość narzędzia, należy zawsze pamiętać o kontroli stanu płytki / krawędzi skrawającej po zakończeniu obróbki. Poniższa lista przyczyn i sposobów zapobiegania różnym objawom zużycia pomoże uzyskać dobre wyniki frezowania.
Przyczyna
Rozwiązanie
Starcie na powierzchni przyłożenia Szybkie ścieranie powodujące złą jakość wykończenia powierzchni lub niedokładność wymiarową przedmiotu.
Zbyt duża prędkość skrawania
Zbyt mała odporność na zużycie ścierne
Zbyt niski posuw, fz
Zmniejszyć prędkość skrawania, vc
Zastosować gatunek o większej odporności na ścieranie
Zwiększyć posuw, fz
Starcie na powierzchni przyłożenia Bardzo duże zużycie ostrza, powodujące krótką trwałość.
Drgania
Ponowne przecinanie wiórów
Formowanie zadziorów
Duża chropowatość powierzchni
Wydzielanie ciepła
Duży hałas
Zwiększyć posuw, fz
Stosować frezowanie współbieżne
Zadbać o efektywne odprowadzanie wiórów za pomocą sprężonego powietrza
Zapoznać się z zalecanymi parametrami skrawania
Starcie na powierzchni przyłożenia Nierównomierne zużycie powodujące uszkodzenie naroża.
Wysoka odchyłka bicia na narzędziu
Drgania
Mała trwałość
Duża chropowatość powierzchni
Duży hałas
Zbyt duża wartość promieniowej składowej siły skrawania
Zmniejszyć odchyłkę bicia do wartości poniżej 0,02 mm (0.0008 cala)
Sprawdzić stan oprawki i tulei zaciskowej
Zmniejszyć do minimum wysunięcie narzędzia z oprawki zaciskowej
Zmniejszyć liczbę ostrzy zagłębionych jednocześnie w materiale
Wybrać narzędzie o większej średnicy
W przypadku pełnowęglikowych frezów trzpieniowych i frezów z wymiennymi częściami roboczymi należy wybrać większy kąt pochylenia linii śrubowej (ap ≥45°)
Podzielić osiową głębokość skrawania, ap, na kilka przejść
Zmniejszyć wartość posuwu na ostrze, fz
Zmniejszyć prędkość skrawania, vc
Obróbka z wysokimi prędkościami wymaga płytkich przejść
Poprawić mocowanie narzędzia i przedmiotu obrabianego
Zużycie kraterowe (żłobek na powierzchni natarcia) Nadmierne starcie, powodujące osłabienie krawędzi. Gdy linia krawędzi skrawającej ulegnie przerwaniu, skutkiem będzie zła jakość powierzchni obrobionej.
Dyfuzja na powierzchni natarcia spowodowana zbyt wysoką temperaturą wytworzoną w trakcie skrawania
Wybrać gatunek z pokryciem zawierającym tlenek glinu Al203
Zastosować płytkę o dodatniej geometrii
Zmniejszyć prędkość skrawania, aby obniżyć temperaturę. W drugiej kolejności zmniejszyć prędkość posuwu
Odkształcenie plastyczne Odkształcenie krawędzi, obniżenie lub wgłębienie krawędzi przyłożenia skutkujące złą kontrolą spływu wiórów, dużą chropowatością powierzchni i wyłamaniem ostrza.
Zbyt wysoka temperatura i nacisk
Zastosować gatunek o większej odporności (twardszy)
Zmniejszyć prędkość skrawania, vc
Zmniejszyć wartość posuwu na ostrze, fz
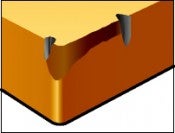
Wykruszanie krawędzi Część krawędzi skrawającej, która nie jest zagłębiona w materiał, zostaje uszkodzona przez uderzenia wiórów. Uszkodzona może zostać zarówno górna część płytki, jak i jej podparcie, co powoduje niską jakość faktury powierzchni i nadmierne starcie na powierzchni przyłożenia.
Wióry są odginane na krawędź skrawającą
Zastosować bardziej udarny gatunek
Wybrać płytkę z wytrzymalszą krawędzią skrawającą
Zwiększyć prędkość skrawania, vc
Zastosować dodatnią geometrię
Zmniejszyć posuw na początku przejścia
Poprawić stabilność układu
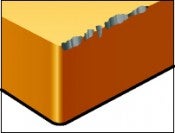
Wykruszanie krawędzi Małe wykruszenia na linii krawędzi skrawającej powodujące dużą chropowatość powierzchni i nadmierne starcie na powierzchni przyłożenia.
Zbyt kruchy gatunek
Zbyt słaba geometria płytki
Narost
Zastosować bardziej udarny gatunek
Wybrać płytkę o bardziej wytrzymałej geometrii
Zwiększyć prędkość skrawania, vc, lub wybrać płytkę o bardziej dodatniej geometrii
Zmniejszyć posuw na początku przejścia
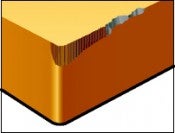
Wręby (karby) Powodują dużą chropowatość powierzchni i ryzyko pęknięcia krawędzi.
Skrawane materiały utwardzające się wskutek obróbki
Naskórek odlewniczy lub zgorzelina
Zmniejszyć prędkość skrawania, vc
Zastosować bardziej udarny gatunek
Zastosować płytkę o bardziej wytrzymałej geometrii
Zastosować płytki okrągłe, aby osiągnąć jak najlepsze rezultaty
Zastosować zmienną wartość ap, aby opóźnić zużycie
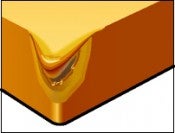
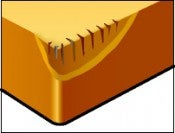
Pęknięcia cieplne Małe pęknięcia prostopadłe do krawędzi skrawającej powstające z powodu wahań temperatury powodujące zatarcie i dużą chropowatość powierzchni.
Skrawanie przerywane
Wahania zasilania cieczą obróbkową
Zastosować bardziej udarny gatunek o lepszej odporności na pęknięcia cieplne
Ciecz obróbkową należy stosować w dużej ilości lub nie stosować jej wcale
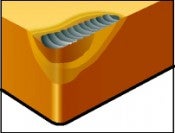
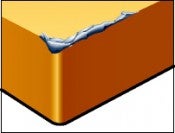
Narost Narost na krawędzi skrawającej powodujący złą jakość wykończenia powierzchni i ścięcie krawędzi w momencie odrywania narostu.
Zbyt niska temperatura w strefie skrawania
Bardzo przywierający materiał, np. stal niskowęglowa, stal nierdzewna czy aluminium
Zwiększyć prędkość skrawania, vc
Zmienić geometrię płytki na bardziej odpowiednią
Narost na krawędzi Materiał przedmiotu obrabianego jest zgrzany z krawędzią skrawającą.