
Powiększanie otworu poprzez frezowanie
Powiększanie średnicy istniejącego otworu można wykonać metodą frezowania z interpolacją śrubową lub kołową.
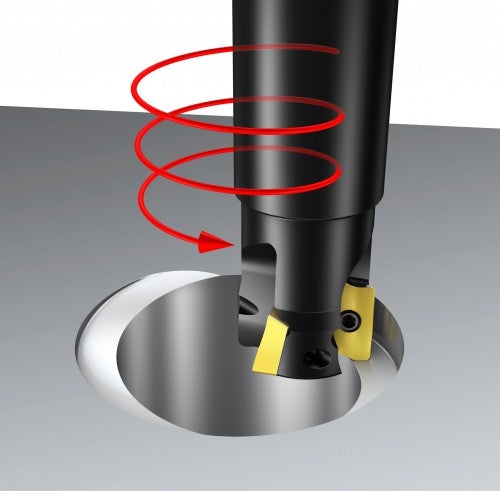
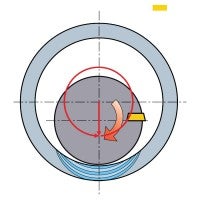
Zagłębianie metodą frezowania z interpolacją śrubową
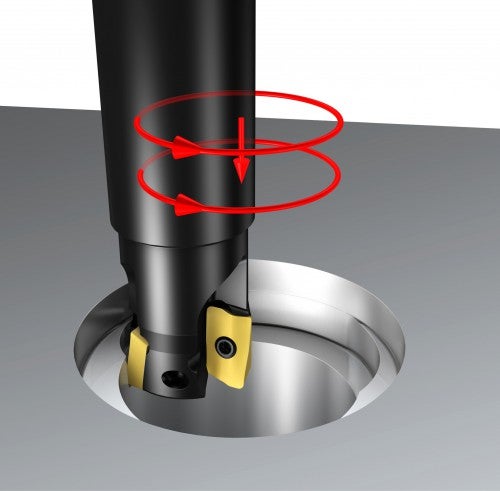
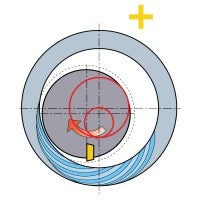
Zagłębianie metodą frezowania z interpolacją kołową
Frezowanie metodą interpolacji śrubowej – sterowanie 3D
- Zagłębianie skośne ze stałym skokiem
- Brak wejść i wyjść z materiału
- Stałe zagłębienie ostrzy frezu w materiale
- Proces zagłębiania – frezowanie powierzchnią czołową
Pierwszy wybór:
- W przypadku, gdy głębokość otworu jest większa niż maksymalna wartość głębokości skrawania ap wskazanej dla narzędzia
- Dla minimalizacji wartości odchyłek walcowości i okrągłość otworu
- W zastosowaniach podatnych na występowanie drgań

Frezowanie metodą interpolacji kołowej – sterowanie 2D
Frezowanie z interpolacją kołową to alternatywa dla tradycyjnego wytaczania. Do frezowania po torze kołowym może posłużyć większość frezów walcowo-czołowych o kącie przystawienia 90 stopni.
- Stałe położenie w osi Z w ramach danego przejścia
- Konieczne wejście i wyjście z materiału dla każdego przejścia
- Zagłębienie ostrzy narzędzia w materiał powinno odbywać się stopniowo po łuku
- Klasa dokładności otworu w przypadku wytaczania nie jest tak dobra, jak w przypadku frezowania kołowego
- Każde przejście pozostawia schodkowy ślad na powierzchni obrobionej
Pierwszy wybór:
- Dla uniknięcia schodkowych śladów, należy zaprogramować przejście narzędzia po kącie większym niż 360 stopni
- Pojedyncze przejście jest wystarczające, gdy:Osiowa głębokość skrawania ap narzędzia jest wystarczająco dużaFrezowany otwór jest płytki
- W przypadku, gdy możliwości zagłębiania w kierunku osiowym są bardzo ograniczone lub nie ma takiej możliwości – wynika z ograniczeń konstrukcyjnych krawędzi skrawającej
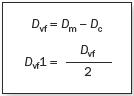
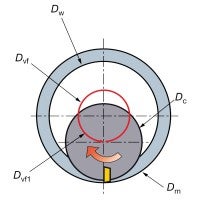
Obliczanie posuwu
Posuw należy zmniejszyć ze względu na:
- Większej wartości promieniowej głębokości skrawania ae względem skrawania po linii prostej, co powoduje zwiększenie grubości wiórów
- Prędkość posuwu w punkcie na obwodzie narzędzia w przypadku nieliniowego toru narzędzia jest większa niż prędkość posuwu punktu środkowego narzędzia (tj. leżącego na osi jego obrotu)
- Prędkość posuwu powinna być obliczana na podstawie średnicy Dvf.
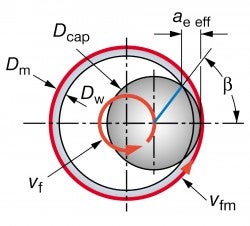
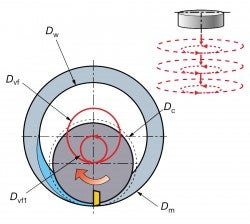
Tor zagłębienia w materiał
Wprowadzenia narzędzia w materiał po torze w kształcie łuku zapewnia cienkie wióry na wyjściu ostrzy z akcji skrawania. Mały kąt opasania zmniejsza drgania i pozwala osiągnąć dużą produktywność.
Frezowanie otworów i wybrań/kieszeni
Liniowe zagłębianie skośne (2-osiowe) Kołowe zagłębianie skośne (z interpolacją... chevron_right
Metody wielu przejść
Metoda wielu przejść i frezowania trochoidalnego zostały oryginalnie stworzone w... chevron_right
Frezowanie gwintów
Podczas frezowania gwintu, narzędzie obrotowe porusza się z interpolacją śrubową.... chevron_right
Tor narzędzia i formowanie wiórów
Prawidłowa droga frezu i formowanie wiórów to podczas frezowania ważne czynniki zapewniające... chevron_right
