
Uitwendig groefsteken
Voor groefsteken is een hoge productiviteit het doel. Uitwendig groefsteken is doorgaans minder veeleisend dan afsteken en daarom is procesbetrouwbaarheid gemakkelijker te realiseren. Hierdoor kan de focus verschuiven naar het verbeteren van de productiviteit, vooral voor brede groeven, omdat deze meer tijd kosten en een grotere invloed hebben op de totale bewerkingstijd van een component dan smallere groeven.
Methode voor uitwendig groefsteken
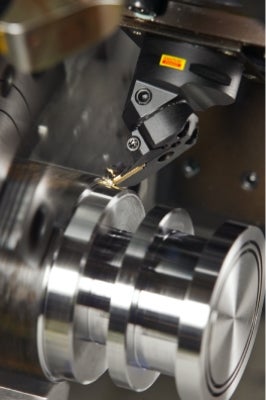
Voor diepe groeven kan de procesveiligheid een uitdaging zijn vanwege de vereiste lange uitsteeklengte, de moeilijke spaanverwijdering en de moeilijke bereikbaarheid van de snijkant voor het koelmiddel. Enkelvoudig groefsteken is de meest economische en productieve methode om groeven te maken. Als de diepte van de groef echter groter is dan de breedte van de wisselplaat, kan meervoudig groefsteken, insteekdraaien, hellend draaien of profieldraaien worden gebruikt voor het maken van de groef. Voor uitwendig groefsteken is een gereedschap met koelmiddel met hoge nauwkeurigheid de eerste keuze.
Toepassingstips: Uitwendig groefsteken, hoe doe je dat?
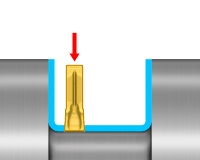
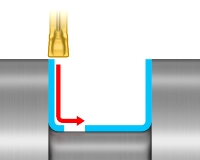
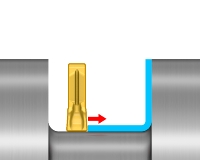
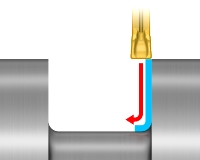
Groefsteken enkelvoudige snede
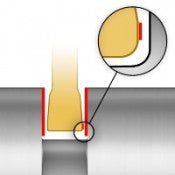
Enkelvoudig groefsteken is een economische en productieve methode om groeven te maken. Bij het toepassen van een enkelvoudige snede moet rekening gehouden worden met de volgende aspecten:
- Wanneer oppervlakte-afwerking van het grootste belang is, gebruik dan een wisselplaatgeometrie met wiper technologie
- Zorg ervoor dat u een wisselplaat gebruikt met nauwe toleranties en de juiste hoekradii en breedte, geslepen wisselplaten worden aanbevolen (bijv. -GF)
- Wanneer u werkt met massaproductie, gebruik dan een wisselplaat met het juiste profiel en aanschuining. Als het niet in het standaard assortiment wordt gevonden dan is het de moeite waarde om te investeren in op maat gemaakte wisselplaten
Voorbewerken brede groeven
De meest gangbare methoden voor het produceren van brede groeven of voor het draaien tussen opstaande randen zijn:
- Meervoudig groefsteken
- Insteekdraaien
- Insteek-zijdraaien
Alle drie methoden zijn voorbewerkingen en moeten worden gevolgd door een afzonderlijke nabewerking.
De vuistregel is: Als de breedte van de groef kleiner is dan de diepte, gebruik dan de meervoudig groefsteken methode; Als het omgekeerde het geval is, gebruik dan de insteekdraaien methode. Voor slanke componenten kan de methode d.m.v. insteek-zijdraaien worden gebruikt.
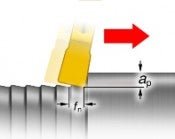
Meervoudig groefsteken
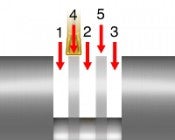
- Voor diepe brede groeven (diepte groter dan breedte)
- De toegift aan de zijkanten voor de laatste sneden (4 en 5) moeten dunner zijn dan de wisselplaatbreedte (CW -2 x hoekradii)
- Verhoog de voeding 30-50% bij het bewerken van de zijkanten
- Eerste keuze geometrie is -GM
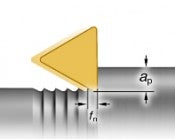
Insteekdraaien

- Voor bredere en ondiepere groeven (breedte groter dan diepte)
- Niet voeden tegen de rand (schouder)
- Eerste keuze geometrieën zijn -TF en -TM
Insteek-zijdraaien (draaien/profieldraaien)

- Beste spaanbeheersing
- Minimaliseer radiale snijkrachten en kerfslijtage
- Eerste keuze geometrieën zijn -RO en –RM
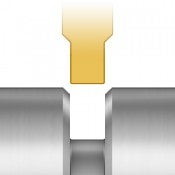
Nabewerking van een groef
- Optie 1: Gebruik een draaigeometrie
- Optie 2: Gebruik een profieldraaigeometrie, bijv. voor groeven met grote radii
- Aanbevolen axiale en radiale snedediepte 0,5–1,0 mm (0.02–0.04 inch)
Draaien en uitwendig groefsteken
Draaien met een afsteek- en groefsteek wisselplaat
- Gebruik bij zijdraaien, een snedediepte (ap) groter dan de wisselplaat hoekradii
- Wiper effect − voedingssnelheid per snedediepte (fn/ap) moet relatief hoog zijn om een lichte afbuiging van gereedschap en wisselplaat te waarborgen. Dit biedt een vrijloop tussen de snijkant en het bewerkte oppervlak
- Te laag fn/ap veroorzaakt gereedschapswrijving, trilling en een slechte oppervlakte-afwerking
- Max ap = 75% van wisselplaatbreedte
| Oppervlakte-afwerking | |||||
Ra µm | |||||
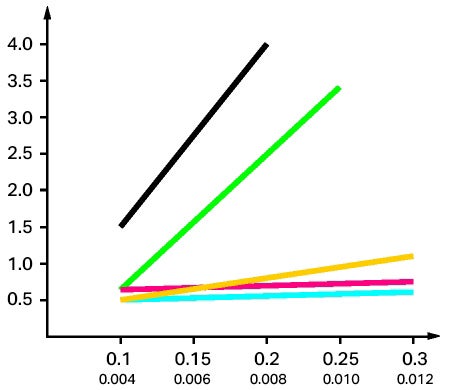 | |||||
Voedingssnelheid, fn mm/r inch/r |
 | TNMG 160404 |
 | TNMG 160408 |
 | P&G wisselplaat -5 mm -RM |
 | P&G wisselplaat -4 mm -TF |
 | P&G wisselplaat -6 mm -TM |
Het diagram toont de oppervlakte-afwerking voor afsteek- en groefsteek wisselplaten in vergelijking met een TNMG wisselplaat met een 04 of 08 hoekradius.
Draaien van een groef
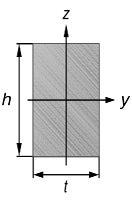
Bij zijwaarts draaien moeten gereedschap en wisselplaat buigen. Echter, te veel buigen kan leiden tot trillingen en breuk:
- Een dikker blad reduceert het buigen
- Kortere uitsteeklengte (OH) reduceert het buigen (δ)
- Vermijd draaibewerkingen met lange en/of dunne gereedschappen

Kortere uitsteeklengte reduceert het zijwaarts buigen
Ondersnijden en uitwendig groefsteken
Voor veel werkstukken is een slijp- of schroefdraadbewerking vereist. Er is vrijloop nodig om te slijpen of schroefdraad te snijden tegen een schouder; daarom adviseren we om specifieke wisselplaten te gebruiken voor het ondersnijden. Bijvoorbeeld: T-Max Q-Cut® en CoroCut® 1-2

Inwendig groefsteken
Lange uitsteeklengten en slechte spaanverwijdering zijn twee van de uitdagingen bij... chevron_right
Afsteken en groefsteken
Bij afsteken en groefsteken, zijn procesveiligheid en productiviteit twee belangrijke... chevron_right
Uitwendig draaien
Bij uitwendige draaibewerkingen wordt de buitendiameter van het werkstuk bewerkt.... chevron_right
Profieldraaien
Profieldraaien wordt gebruikt voor het bewerken van complexe groeven. De groeven... chevron_right
