
CoroThread 266
고강성 외경 및 내경 나사 가공
OptiThreading™ 가공법을 통한 칩 문제 해결 및 생산성 향상
발전 산업용 스터드를 생산하는 한 제조업체는 나사 가공 작업에서 형성되는 긴 칩으로 인해 가공 중 여러 번 기계 가동을 중단해야 해서 공정 안정성과 효율성이 저하되는 문제를 겪고 있었습니다. 이 제조업체는 나사 가공법 OptiThreading™을 테스트했고 다음과 같은 결과를 얻었습니다.
| 산업 분야: | 발전 |
| 가공 방법: | 나사 선삭 가공 |
| 나사: | 1-3/8” - 8 UN (3.175mm 피치), 길이 300 mm |
| 기계: | Doosan |
| 가공물: | 이중 나사 스터드 |
| 소재: | EN24 (SS2541) P2.2.Z.AN 235HB |
| 절삭유: | 사용 |
| 이미지 없음 |  | |
 | ||
| 가공 중 기계 가동 중단 없이 절삭 공구가 절삭으로 들어가고 나올 때 칩이 효율적으로 브레이킹되었습니다. | ||
| 공구 홀더 | 266RFG-2525-16 | 266RFG-2525-16 |
| 인서트 | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| 절삭 조건 | ||
| Vc (m/min) | 50 | 110 |
| n (r/min) | 456 | 1000 |
| Fn (mm/rev) | 3,175 | 3,175 |
| nap (인피드 수) | 17 | 15 |
| 결과 | ||
| 과제 | 척과 가공물 주위의 칩을 제거하기 위해 가공 중 세 번 중단해야 했음 | 칩 문제 없음, 생산성 두 배 향상 |
| 공구 수명, 날당 가공물 수 | 사용 안 함 | 날당 가공물 수 약 두 배 증가 |
OptiThreading™의 공구 경로와 NC 프로그램은 웹 기반 소프트웨어 CoroPlus® Tool Path에 의해 생성되었습니다.
OptiThreading™의 프로그래밍에 대해 자세히 알아보고 30일 무료 평가판에 등록하십시오.
척과 가공물 주위의 칩을 제거하기 위해 가공 중 세 번 중단해야 할 필요가 더 이상 없습니다. 뿐만 아니라, 생산성과 공구 수명이 이전에 비해 두 배 증가했습니다."
- 발전 산업 부문의 제조업체
OptiThreading™ 가공법을 통한 칩 컨트롤 및 품질 향상
강 소재의 특수 스크류를 생산하는 한 제조업체는 긴 칩으로 인해 반복적으로 발생하는 공정 문제가 불만이었습니다. 뿐만 아니라, 완성된 가공물의 나사 시작부에 버가 발생했습니다. 이 제조업체는 나사 가공법 OptiThreading™을 테스트했고 다음과 같은 결과를 얻었습니다.
| 산업 분야: | 일반 가공 |
| 가공 방법: | 나사 선삭 가공 |
| 나사: | M24 (3mm 피치) 나사 길이 168mm |
| 기계: | Traub |
| 가공물: | 특수 스크류 |
| 소재: | 32CrNiMo6 QT |
| 절삭유: | 사용 |
| 이미지 없음 | | |
 | ||
| 칩이 짧아져 나사 선삭 가공의 안정성이 크게 향상되었고 나사 시작부의 품질 문제가 사라졌습니다. | ||
| 공구 홀더 | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| 인서트 | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| 절삭 조건 | ||
| Vc (m/min) | 90 | 106 |
| N (r/min) | 1200 | 1400 |
| Fn (mm/rev) | 3 | 3 |
| nap (인피드 수) | 18 | 13 |
| 결과 | ||
| 공구 교환 이유 | 긴 칩으로 인한 문제 | 칩 문제 없음 |
| 공구 수명, 날당 가공물 수 | 10개/날 | 20개/날 |
| 진동 추가 리프트 거리 | - | 0.2 |
OptiThreading™의 공구 경로와 NC 프로그램은 웹 기반 소프트웨어 CoroPlus® Tool Path에 의해 생성되었습니다.
OptiThreading™의 프로그래밍에 대해 자세히 알아보고 30일 무료 평가판에 등록하십시오.
OptiThreading™을 통한 중단 없는 나사 생산나사 강
로드를 생산하는 한 제조업체는 칩 컨트롤 불량으로 인한 생산성 저하와 자원 집약적인 생산을 겪고 있었습니다. 이 제조업체는 나사 가공법 OptiThreading™을 테스트했고 다음과 같은 결과를 얻었습니다.
| 산업 분야: | 일반 가공 |
| 가공 방법: | 나사 선삭 가공 |
| 나사: | MF40 X 3 나사 길이 187 mm |
| 기계: | Biglia B545-SL |
| 가공물: | 나사 로드 |
| 소재: | Aisi303 스테인리스강 |
18%
생산성 향상
+15%
총 가공 시간 단축
+23%
비용 감소
 |  | |
| 터릿과 공구 위에 형성되는 긴 칩을 제거하기 위해 가공을 계속해서 중단해야 했습니다. | 칩이 짧아지자 계획되지 않은 가동 중단 없이 생산을 진행할 수 있었습니다. 또한 공구 마모의 예측성이 향상되어 생산 계획이 개선되었습니다. | |
| 공구 홀더 | 266RFG-2525-16 | 266RFG-2525-16 |
| 인서트 | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| 절삭 조건 | ||
| Vc (m/min) | 119 | 119 |
| N (r/min) | 947 | 947 |
| Fn (mm/rev) | 3 | 3 |
| nap (인피드 수) | 15 | 13+1 (0 패스) |
| 결과 | ||
| 과제 | 칩 컨트롤 불량과 여러 번의 기계 가동 중단 | 우수한 칩 컨트롤, 안정적인 생산, 예측 가능한 공구 수명 |
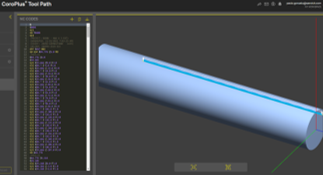
OptiThreading™의 공구 경로와 NC 프로그램은 웹 기반 소프트웨어 CoroPlus® Tool Path에 의해 생성되었습니다.
OptiThreading™의 프로그래밍에 대해 자세히 알아보고 30일 무료 평가판에 등록하십시오.
OptiThreading™ 가공법을 통한 칩 문제 해결
자동차 산업용 타이 바를 생산하는 한 제조업체는 나사 가공 작업에서 발생하는 긴 칩으로 인해 품질 및 효율성 문제를 겪고 있었습니다. 이 제조업체는 나사 가공법 OptiThreading™을 테스트했고 다음과 같은 결과를 얻었습니다.
| 산업 분야: | 일반 |
| 가공 방법: | 나사 선삭 가공 |
| 나사: | 사다리꼴, 피치 4 mm, 직경 80 mm x 길이 465 mm |
| 기계: | Mazak |
| 가공물: | 타이 바 |
| 소재: | 42CrMo |
| 절삭유: | 사용 |
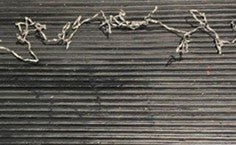
 |  | |
| 가공물 주위에 감긴 긴 칩으로 인해 작업자의 주의와 조치를 필요로 하는 문제가 발생했습니다. | 칩이 짧아지자 효율적인 브레이킹이 가능해졌고 작업자들은 다른 작업에 집중할 수 있게 되었습니다. | |
| 공구 홀더 | 266RFG-2525-22 | 266RFG-2525-22 |
| 인서트 | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| 절삭 조건 | ||
| Vc (m/min) | - | - |
| N (r/min) | 379 | 379 |
| Fn (mm/rev) | 4 | 4 |
| nap (인피드 수) | 15 | |
| 결과 | ||
| 공구 교환 이유 | 긴 칩으로 인한 문제. 가공물당 2-3회 가동 중단 필요 | 칩 문제 없음 |
| 공구 수명, 날당 가공물 수 | 25개/날 | 15개/날 |
| 진동 추가 리프트 거리 | 0 | 0.6 |

OptiThreading™의 공구 경로와 NC 프로그램은 웹 기반 소프트웨어 CoroPlus® Tool Path에 의해 생성되었습니다.
OptiThreading™의 프로그래밍에 대해 자세히 알아보고 30일 무료 평가판에 등록하십시오.
"인서트당 생산 가능한 가공물의 수는 감소했지만, 완벽한 칩 컨트롤이 가능해졌다는 점이 우리에게는 훨씬 더 중요합니다. 가공 공정을 모니터링할 필요 없이 작업자들이 다른 작업에 집중할 수 있게 되었습니다."
- 자동차 부품 제조업체
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형