
보링 가공
Product overview
샌드빅 코로만트는 황삭 및 사상 보링 가공용 진동방지 보링 바를 제공합니다. 어댑터는 최상의 클램핑과 유연성을 위해 Coromant Capto 백엔드 커플링과 함께 설계되었습니다. 따라서 유연성과 모듈성이 매우 뛰어나 원하는 대로 공구를 조립할 수 있습니다. 모든 일반적인 기계 인터페이스에서 Coromant Capto 기본 홀더를 사용할 수 있습니다.
Silent Tools 사상 및 황삭 보링 공구는 생산성을 향상시키고 3–10 x BD의 길이부터 정밀 공차를 보장합니다. Silent Tools를 사용하면 절삭 깊이를 두 배 증가시킬 수 있습니다. 관통 절삭유는 절삭유를 절삭 영역으로 정밀하게 분사하기 위한 기능입니다.
진동방지 보링 공구에서 연장 어댑터와 축소 어댑터를 사용할 수 있지만, 공구가 더 이상 최적화되지 않습니다. 그러나 진동방지 공구를 연장 어댑터나 축소 어댑터와 함께 사용해도 일반 공구보다는 성능이 더 우수합니다.
보링 바 어댑터 직경, DC
inch
mm
| 엔지니어링 제품 |
CoroBore 825 ® 인서트가 1개인 통합 진동방지 보링 공구 825 Coromant Capto |
DuoBore ™ 인서트가 2개인 통합 진동방지 보링 공구 Coromant Capto |
| 황삭 보링 가공 | 사상 보링 가공 | |
보링 범위 Ø 25-150 mm (0.984-5.906 inch) | 보링 범위 Ø 23-167 mm (0.906-6.575 inch) | 보링 범위 Ø 150-315 mm (5.906-12.402 inch ) |
진동방지 DuoBore
™ |
진동방지 CoroBore
® 825 | |
 |  |  |
| Coromant Capto® 백엔드 커플링 관통 절삭유 |
 |
| 6 x DC (23.6–27.6 inch) |
| IT9 |
| 내부 |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| 내부 |
| 0.002 mm (0.000079 inch) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
사상 보링 헤드의 반경방향 조절:
|  |
®CoroBore 825 사용 방법
| 설정 예: 이 예에서는 눈금판의 청색선이 시작 위치에서 부척의 선에 정렬되기 때문에 기준이 됩니다. | 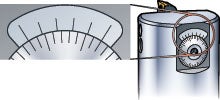 |
| 시작 위치 | 조절 위치 |
 | |
눈금선(적색)이 부척의 두 번째 선(녹색)과 일치하도록 눈금판을 시계 방향으로 돌립니다. 직경이 0.002 mm (0.00008“) 증가합니다. | |
 | |
눈금선(적색)이 부척의 세 번째 선(녹색)과 일치하도록 눈금판을 시계 방향으로 돌립니다. 직경이 0.004 mm (0.00016“) 증가합니다. | |
 | |
눈금선(적색)이 부척의 네 번째 선(녹색)과 일치하도록 눈금판을 시계 방향으로 돌립니다. 직경이 0.006 mm (0.00024“) 증가합니다. | |
 | |
눈금선(적색)이 부척의 다섯 번째 선(녹색)과 일치하도록 눈금판을 시계 방향으로 돌립니다. 직경이 0.008 mm (0.00032“) 증가합니다. | |
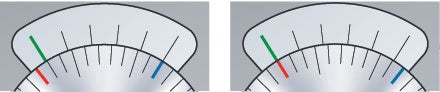 | |
눈금선(적색)이 부척의 여섯 번째 선(녹색)과 일치하도록 눈금판을 시계 방향으로 돌립니다. 직경이 0.010 mm (0.0004“) 증가합니다 = 눈금의 1칸. |
Main considerations
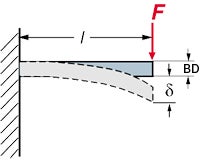
Silent Tools 보링 바는 가공물 속으로 보어 직경의 최대 6배까지 도달합니다. 더 깊이 도달해야 한다면 엔지니어링 솔루션을 이용하십시오.
4 x BD를 넘는 긴 오버행에서는 항상 Silent Tools를 사용할 것을 권장합니다.
공구 오버행과 공구 직경
|  |
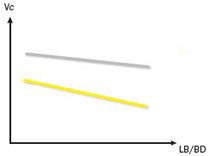 |   | -PR - WM | 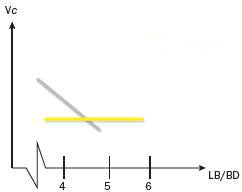 | | 기존 진동방지 어댑터 |
| 여러 가지 형상의 오버행 대비 절삭 속도 | 기존 어댑터 및 진동방지 어댑터의 오버행 대비 절삭 속도 |
인서트 형태 및 절입각/리드각
황삭 가공에는 90°(0°)의 절입각을 사용하고, 사상 가공에는 92°(-2°)의 절입각을 사용하십시오. 반경방향 부하가 감소하면 반경방향 편향과 진동이 감소합니다. 삼각형 인서트(T-스타일)는 보링 가공에 안성맞춤입니다. CoroTurn® 107 인서트는 이러한 요건을 충족하고 우선 추천됩니다.
노즈 반경
인서트 노즈 반경, re는 선삭 가공에서 핵심 요소입니다. 노즈 반경 선택은 다음 요소에 따라 결정됩니다.
- 절삭 깊이, ap
- 이송, fn
노즈 반경 선택은 다음에 영향을 미칩니다.
- 표면 조도
- 칩 브레이킹
- 인서트 강성
작은 노즈 반경
- 작은 절삭 깊이에 이상적
- 진동 감소
- 더 낮은 인서트 강성
큰 노즈 반경
- 높은 이송률
- 큰 절삭 깊이
- 더 강한 날
- 반경방향 부하 증가
절삭 깊이 대비 노즈 반경
인서트를 절삭 표면으로부터 밀어내는 반경방향 부하는 절삭 깊이가 증가하면서 더욱 축방향이 됩니다. 노즈 반경은 칩 형성에도 영향을 미칩니다. 일반적으로 칩 브레이킹은 반경이 작을수록 개선됩니다. 일반적으로 절삭 깊이는 이송 방향으로 노즈 반경의 2/3보다 크거나 같아야 하거나 노즈 반경의 절반이어야 합니다.
노즈 반경에 따라 다른 이송 시작값
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| 부하 방향이 주로 축방향 | 부하 방향이 축방향과 반경방향 모두 |
황삭 보링

생산적인 보링
| 2개의 절삭날이 필요하고 금속 제거율이 가장 중요할 때 공차가 IT9 이상인 홀의 황삭 가공에 사용됩니다. 이송률은 이송에 인서트 수를 곱해 구합니다. (fn=fz x ZEFF) |  생산성이 높은 보링 가공 |
스텝 보링
| 한 슬라이드 아래에 심을 추가하면 인서트가 원하는 반경방향 절삭의 안쪽 절반만 가공하고, 그 결과는 스텝 보링 공구입니다. 한 인서트가 할 수 있는 것보다 큰 반경방향 절삭을 원하면 이 방법을 선택하십시오. 그러나 축방향 이송이 절삭날이 하나인 공구의 일반적인 수준으로 감소한다는 사실을 기억하십시오. 동일한 반경방향 절삭 깊이에 도달하기 위해 2개의 인서트를 셋업하면, 속도가 더 높고 더 많은 칩이 제거되기 때문에 바깥쪽 인서트가 항상 최대의 절삭 부하를 받습니다. 이를 올바르게 수행함으로써 진동을 쉽게 방지하고 매끄러운 표면을 얻을 수 있습니다. 이 셋업은 가공물을 통과하지 않으면 층진 직각을 생성합니다. 이송률과 표면 조도는 한 인서트만 사용했을 때와 동일합니다(fn=fz). 홀 공차는 IT9 이상입니다. | 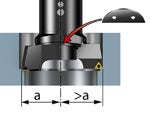 스텝 보링 |
한 날 보링
한 날 보링은 다음과 같은 경우에 가장 이상적입니다.
홀 공차는 IT9 이상입니다. | 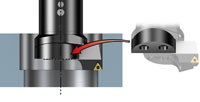 한 날 보링 |
사상 보링

Factors that influence vibration
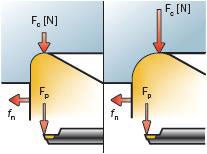
진동을 줄이려면 포지티브 절삭 형상이고 노즈 반경이 작은 경절삭 인서트를 선택하십시오. T-스타일 인서트는 보링 가공에 가장 이상적입니다.
| 높은 진동 성향 | – 고이송 – 큰 절삭 깊이 – 강력한 날 안정성 |
 | 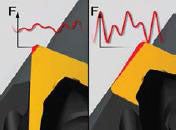 |
| 낮은 진동 성향 | – 작은 절삭 깊이에 이상적 – 진동 감소 |
다음과 같은 다른 진동에 영향을 주는 요소에 관한 정보는 적용 가이드에 나와 있습니다(자세히).
- 인서트 포인트 각도
- 포지티브 형상
- 와이퍼 인서트
- 날 라운딩
- 절삭 조건 및 절삭 속도
Tips and hints
- 가능한 한 가장 짧은 기본 홀더와 함께 가장 큰 공구 직경을 선택하십시오.
- 절입각은 축방향 절삭 부하를 증가시키고 반경방향/탄젠셜 부하를 감소시킬 수 있도록 90도에 가까워야 합니다.
- 작은 절삭 깊이에는 작은 노즈 반경이 이상적이고 진동 위험도 감소시킵니다. 큰 노즈 반경은 날 안정성이 높고 고이송과 큰 절삭 깊이를 가능하게 합니다. 노즈 반경이 클수록 진동 위험이 증가합니다. 따라서 진동방지 보링 가공에는 삼각형 포지티브 인서트가 가장 적합합니다.
- 안정된 조건에서 높은 생산성을 원하거나 고품질 표면이 필요할 경우 와이퍼 인서트를 사용하십시오.
 | | |
 | 기존 | |
| 진동방지 어댑터 | |
| 작은 반경과 함께 반경방향 부하(Fc) 감소 |
오버행 대비 절삭 속도 |
공구 조립 및 유지보수진동방지 공구 사용 시 공구 바디를 올바르게 고정해 어댑터가 파손되지 않도록 주의해야 합니다. 어댑터는 얇은 벽 두께 때문에 쉽게 변형됩니다.
|  |

