
T-Max®
難削材の高生産性旋削加工用。
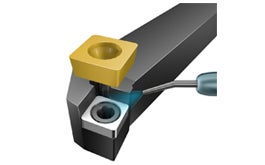
チップシート
チップシートを清掃して、損傷箇所がないか、切れ刃をしっかりと支持できるかを点検します。

接触面
サポートおよび接触面をチェックして傷や汚れがないことを確認します。

推奨事項
CBNチップ材種
| 加工条件 | K | H |
| 連続加工 | CB7925 | CB7925 |
| 軽断続加工 | CB7925 | CB7925 |
| 中程度の断続切削 | CB7925 | CB7925 |
| 重断続切削 | CB7925 | CB7925 |
CBNチップの刃先処理
| 加工条件 | K | H |
| 連続加工 | S | S |
| 軽断続加工 | S | S |
| 中程度の断続切削 | S | S |
| 重断続切削 | S | S |
セラミックチップ材種
| 加工条件 | K | S | H |
| 前加工済みワーク/連続加工 | CC620 CC650 |
CC6220 & CC6230 CC6160 / CC6060, CC670 |
CC6050 |
| 鍛造肌のワーク/軽断続加工 | CC6190 | CC6165 / CC670 | CC670 |
セラミックチップの刃先処理
| 加工条件 | K | S | H |
| 前加工済みワーク/連続加工 | T | T / E | S |
| 鍛造肌のワーク/軽断続加工 | T | T / E | S/T |

|
E = ホーニング加工 |

|
S = 面取り + ホーニング加工 |

|
T = 面取り |
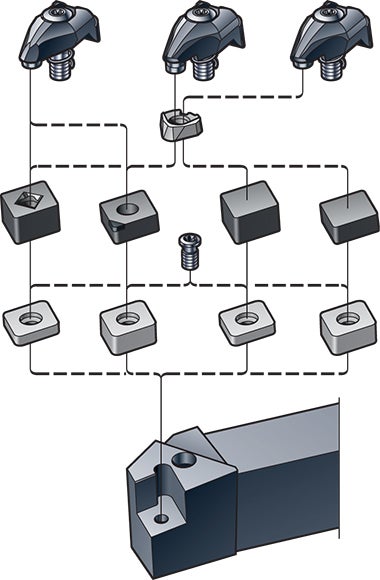
T-Max® クランプタイプと穴付き/穴なしチップ用のダブルクランプセット
| クランプタイプ | |||
| -2 | 穴付きセラミックチップ |

|
|
| -4 | 穴なしセラミックチップ |

|
|
| -ID | RNGNおよびRCGXチップとSNGN 09チップ用クランプ |

|

|
| -IC | SNGN19チップ用クランプ | ||
| -A | RCGXチップ用ホルダ |

|

|
| R/L176.9 | RCGX06チップ用ホルダ |

|

|
|
標準:ディンプル/穴付きの超硬/CBNおよびセラミックチップ用ダブルクランプセット - 2: ディンプル/穴付きのセラミック/CBNチップ用の圧力プレート付きダブルクランプセット - 4: 穴なしのセラミック*/CBNチップ用の圧力プレート付きダブルクランプセット * 厚さ7 mmのチップ用により薄いシムを使用 |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291