
T-Max® P
大型~中型部品の生産性の高い外径旋削加工

チップシート
チップシートと切刃サポートを清掃し、損傷箇所を点検します。
シムとシムシート
シムコーナが加工中や取扱い中に跳ね飛ばされないことを確認してください。またシムシートに構成刃先が生じてはなりません。

接触面
サポートおよび接触面をチェックして傷や汚れがないことを確認します。

クランピング
ボーリング加工では、できるだけしっかりとクランプすることが大切です。しっかりサポートされていないと、突き出し量が増えてびびりが起きることがあります。

加工ヒント
切りくず詰まりの防止
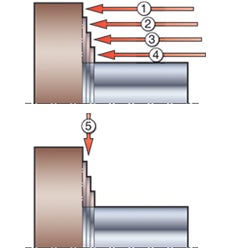
ショルダー部へと向けて旋削し (ステップ1 – 4)、ショルダー部の最終寸法の前で停止します。切りくず詰まりを防止するため、送り量は4ステップすべてにおいて同じにします。ショルダー部の最終切削 (5) は、外径から内径へと向かって1パスで垂直に行うことをお勧めします。

びびりの防止
びびりを防止するためには、上下2つのタレットを備えた機械をお勧めします。セットアップにより力が均等化され、びびりと部品のたわみが防止され全工程が安定したものになります。
推奨事項
チップおよびシステム
外径加工
| 仕上げ加工 | 中荒加工 | 荒加工 | |
| チップ形状 | C | C | C |
| チップサイズ | 12 | 12 | 12 |
| 切込み角 | 95° | 95° | 95° |
| クランプ | レバー | レバー | レバー |
内径加工
| 仕上げ加工 | 中荒加工 | 荒加工 | |
| チップ形状 | C | C | C |
| チップサイズ | 12 | 12 | 12 |
| 切込み角 | 95° | 95° | 95° |
| クランプ | レバー | レバー | レバー |
チップ材種
| 加工条件 | P | M | K | S | H |
| 安定 | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| 中程度 | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| 不安定 | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
チップブレーカ
| 加工内容 | P | M | K | S | H |
| 仕上げ加工 | -PF | -MF | -KF | -SF | S01525 |
| 中仕上げ加工 | -PM | -MM | -KM | -SM | S01525 |
| 荒加工 | -PR | -MR | -KR | -SMR | S02035 |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291