

コロカット3は狭い精密溝入れとサークリップ溝入れ用の完璧な解決策です。大量生産において高いコスト効率を発揮する突切り加工の第一推奨 – コロカット3を使用してチップ幅を小さくし、材料を節約できます。
利点
- 最小幅までの精密溝入れ
- 最高の多様性 - 1つのホルダですべてのチップ幅に対応
- 3枚刃による高コスト効率
- 安定したインターフェース
特徴
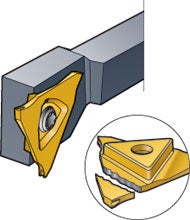
- チップ取付位置精度が非常に高い3枚刃チップ
- チップ破損時にホルダに影響が及ばない設計
- ツールホルダタイプには小~中サイズのコロマントキャプトとシャンクバイトを含む
- テーラーメードチップが注文可能
用途
- 鋼(ISO P)、ステンレス材(ISO M)、鋳鉄(ISO K)および
耐熱合金(ISO S)被削材用のブレーカと材種 - 突切り径12 mm(0.5 inch)未満またはパイプ材
- ベアリングリングの突切り加工の第一推奨
ISO適用領域





推奨
- 溝幅0.5 – 3.18 mm(0.020 – 0.125 inch)
- 最大切込み:6.4 mm(0.252 inch)
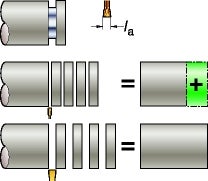
- 最小突切り加工幅:1 mm(0.035 inch)で、材料を節約
- サークリップ溝入れ
チップ
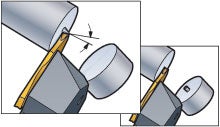
チップはスクリューを2回転緩めるだけで機械上で直接交換することができます。チップが破損しても、クランプシステムには影響がありません。したがって、チップを交換するだけで機械を再稼働することができます。コロカット3チップはへそやバリ対策用の前切刃傾き角付きもあります。
材種とブレーカ
コロカット3システム用の汎用材種GC1125があります。これには4種類のブレーカがあります:
- - 中程度の送りでの突切り用の-CMブレーカ
- - 超低送り加工での突切り用の-CSブレーカ
- - 低送りでの精密溝入れ用の-GSブレーカ
- - 低送りでの倣い加工および溝入れ用の-RSブレーカ
ツールホールディング
コロカット3には、右勝手および左勝手ツールホルダ、コロマントキャプト、QSおよびSLシステムを使用できます。ホルダとチップに合わせてチップシートサイズを選定してください。
クランプシステムは、ホルダとチップとを結合する頑丈で安定したインターフェースの上に組み付けられています。1つのホルダですべての異なるチップ幅に対応することができます。チップが破損しても、クランプシステムは影響を受けません。チップを交換するだけで機械を再稼働させることができます。
コロミル®326
汎用性とコスト効率に優れたこの超小型フライスカッターは、3枚刃の利点を活かして内径ねじ切り加工および面取り加工に最適です。コロミル327、コロミル328、およびコロミルプルーラの補助工具として、最小6... keyboard_arrow_right
コロターン111
コロターン 111はすべての被削材に対応したチップ形状と材種を揃えた汎用システムです。突出し量が長く加工条件が不安定な場合にびびりを解消するための真のソリューションです。 利点 確実なチップクランプ 卓越した繰返し精度 良好な切りくず排出 低切削抵抗 卓越した切刃強度 特徴 11º... keyboard_arrow_right
コロミル495
ほとんどの部品は面取り加工が必要です。 そのため、様々な被削材で小ロットの加工を行う場合、工具交換頻度は潜在的な問題となります。 コロミル495 では、1つの工具で様々な被削材での面取り加工が可能となるため、短いダウンタイムを維持し、機械稼働率を高く保つために最適です。 利点 様々な角度の面取り加工が可能 汎用性の高いチップにより、様々な被削材での加工が可能 工具交換が少なく、高い機械稼働率 特長 4コーナ交換式チップ いくつかの被削材用の、広範な機能性を持った材種とチップブレーカ 生産性の高い、多刃カッター 用途 穴およびエッジに沿っての面取り 主な加工方法は、面取り加工、裏面面取り加工、溶接の開先およびバリ取り加工です。 ISO適用領域 取扱製品 カッターボディ カッター径 食いつき角 カップリングタイプ 12–25... keyboard_arrow_right
突切り加工
突切り加工のヒント:突切り工具の選び方 加工安定性が非常に重要なため、高精度クーラント対応の工具を選んでください。これにより切りくずを排出し、加工熱とチップ摩耗を低減、加工面品質を向上させることができます。できる限り突出し量が短い工具を使い、最大の安定性を得るためにチップをしっかりクランプしてください。部品やバー材、パイプ材を突切り加工する際は、被削材を節約し切削抵抗を最小限に抑えることが重要です。チップが細いと切削抵抗が下がり被削材を節約できます。突切り加工用に設計されたチップブレーカをお選びください。このチップは溝よりも細い切りくずを出します。突切り加工ではこれが良好な切りくず処理と加工面品質を実現します。 突切り加工の第一推奨 1コーナと2コーナのソリューションがさまざまな突切り加工の第一推奨です。溝よりも細い切りくずを出すよう設計されたチップをご使用ください。 浅突切り加工... keyboard_arrow_right
