
CoroCut® QD
突切り加工用の最も信頼できるシステム

MXシャフト製造試験
CoroCut® QDと-RMブレーカを組み合わせることで、他社品よりも長い工具寿命と優れた切りくず処理が得られました。
| 部品: | MXシャフト |
| 被削材: | 42CrMo4+QT |
| 加工内容: | 溝入れ加工 |
| 機械: | Niles Simmons N30 |
| クーラント: | MXシャフト |
100%
工具寿命延長
| CoroCut® QD | 他社品 | |
| チップ | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n、rpm (rev/min) | 290 | 290 |
| vc m/min (ft/min) | 160–180 (525–591) | 160–180 (525–591) |
| fn mm/rev (in/rev) | 0.3 (0.012) | 0.3 (0.012) |
| ap mm (inch) | 2.7 (0.106) | 2.7 (0.106) |
| 工具寿命: | 2部品 | 1部品 |

Y軸突切り加工 (ドイツ)
| 部品: | CoroChuck™ 930 |
| 被削材: | X40および16MnCr5 Ø102 mm |
| 加工内容: | 突切り加工 |
| 機械: | DMG森精機 GMX400 & STAMA MC734/MT-2C |
3倍
送り速度の増加
| 現行品 | 推奨品 | |
| 工具 | QD-NN2H60C25A | QD-NN1H60C25AY |
| チップ | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/min (ft/min) | 120 (394) | 120 (394) |
| fn mm/rev (in/rev)、被削材 X40 | 0.10 (0.004) | 0.30 (0.012) |
| fn mm/rev (in/rev)、被削材 16MnCr5 | 0.15 (0.006) | 0.35 (0.014) |
ポンプアダプタの加工 (米国)
課題
お客様は、予測できない工具寿命と生産性低下の解決策をお探しでした。結果
刃当たり加工数が数百パーセントも多くなり、生産時間も短縮しました。
CoroCut QDに切り替える利点
- 工具寿命の向上、刃当たり加工数が150から600に増加
- 生産性が43%上昇
- 生産時間を34時間短縮
CoroCut QD は、以前よりはるかに短時間で、1刃当たり4倍のワーク数を加工することができました。
| 加工内容 | 突切り加工、棒材Ø46 mm (1.81") |
| 被削材 | ステンレス鋼、P5.0.2.PH (320 HB) |
| 工具 | QD-NG-0300-0003-CR 1135 |
| チップ | QS-QD-RFG26C2525D |
+300%
工具寿命の向上
| CoroCut QD | 他社品 | |
| 加工時間 (分) | 47 | 140 |
| vc m/min (ft/min) | 91.4 (300) | 64 (210) |
| fn mm/r (in/rev) | 0.076 (0.003) | 0.089 (0.0035) |
| 工具寿命 (加工ワーク数) | 600 | 150 |
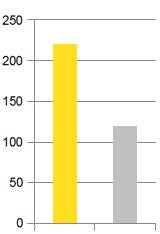
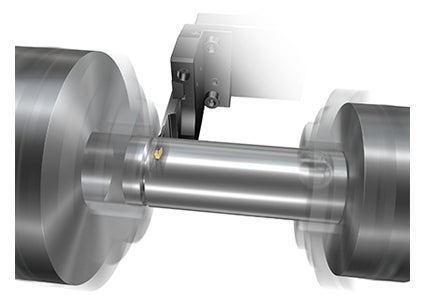
突切り加工 (中国)
高い切削条件で、CoroCut QDにより工具寿命が83%向上しました。これはすくい面/逃げ面へのクーラント、高剛性クランプ、高じん性チップコーティングによるものです。
| 加工内容 | 突切り加工、棒材Ø46 mm (1.81") |
| 被削材 | ステンレス鋼、P5.0.2.PH (320 HB) |
| 工具 | QD-NG-0300-0003-CR 1135 |
| チップ | QS-QD-RFG26C2525D |


CoroCutQD
他社品
+83%
工具寿命の向上
| CoroCut QD | 他社品 | |
| vc m/min (ft/min) | 105 (344) | 90 |
| fn mm/r (in/rev | 0.17 | 0.15 (0.006) |
| 工具寿命 (加工ワーク数) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291