
CoroCut® 2
新しいコンセプトで、 より大きなメリット

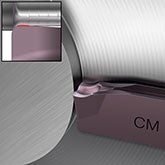
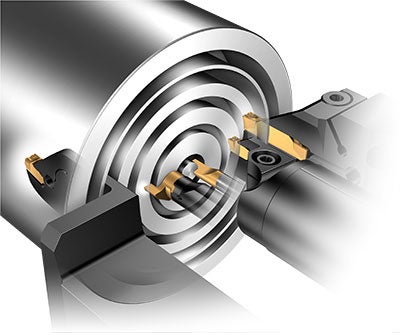
すべての突切りブレーカにワイパーチップを採用
ワイパーチップは、良好な加工面品質と切りくず処理性はそのままに、高い送り速度での加工を可能にします。 一般的なガイドライン:2倍の送り速度で同じ加工面品質。送りが同じ場合加工面品質は2倍。

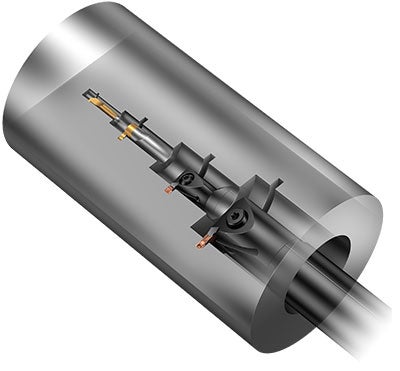
突切りブレード設計
クランプフィンガーが短いため、突切り前の面取りを行う際のパフォーマンスが向上します。安定性と内部クーラントの向上により、工具寿命と加工面品質の両方が向上します。

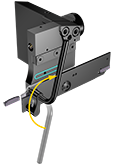
ブレードのキー
短い突切りブレードのクランプフィンガのキーには2本のピンが使用されており、そのうちの1本は中心にあり、回すとブレードが開きます。
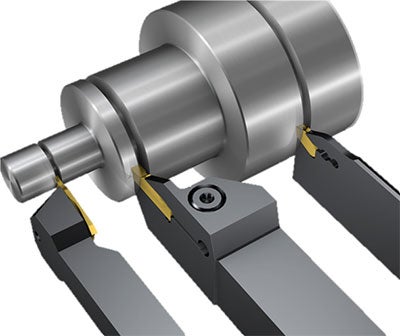
位置付け
外径溝入れ加工および突切り加工
CoroCut® 2
汎用性の高い突切り・溝入れ工具、2コーナ仕様チップによる優れたコスト効率。径40 mm (1.575 inch) 未満の溝入れおよび突切り加工用第一推奨。
CoroCut® 3
コスト効率の高い浅突切り加工と溝入れ加工、最小幅までのサークリップ溝入れ加工用。
CoroCut® QD
突切り加工および深い溝入れ加工の第一推奨。
| システム | CDX、mm | CW、mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
内径溝入れ加工
CoroCut® 2
汎用突切り・溝入れ工具コンセプト。25 mm (0.984 inch) 以上の大径用の内径溝入れ加工の第一推奨。2コーナ仕様チップにより良好なコスト効率。
CoroTurn® XS
精密研磨工具。小径2–10 mm (0.079–0.394 inch) の最も狭い溝用第一推奨です。
CoroCut® MB
小径の狭い溝用のコスト効率に優れた工具。
CoroCut® QI
12–60 mm (0.472–2.362) の小径用の安定した内径溝入れ加工のための第一推奨。高い加工面品質で、加工安定性および信頼性の高い溝入れ加工を実現。
| システム | DMIN、mm | CDX、mm |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
端面溝入れ加工
CoroCut® 2
汎用突切りおよび溝入れ用工具。2コーナ仕様チップにより良好なコスト効率。径35 mm (1.378 inch) を超える安定した浅い端面溝入れ加工用第一推奨。
CoroCut® QF
30 mm (1.181 inch) を超える径の安定した深い端面溝入れ加工用第一推奨工具。深く狭い溝の場合も比類無い信頼性を発揮。
CoroCut® MB
小径の狭い溝用のコスト効率に優れた工具。
CoroTurn® XS
精密研磨工具。非常に小径の非常に狭い溝用第一推奨工具。
| システム | DAXIN、mm | CDX、mm | CW、mm |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
推奨事項
- 第一推奨切削条件で開始します。
- すべての推奨切削条件は、高精度クーラントなしの場合のものです。
- 高精度クーラントを適用しての加工では、速度を30~50%上げます。
- 突切り・外径溝入れ加工では、2コーナチップが使用できる切込みであればCoroCut® 2がコスト効率の良いソリューションです。
CoroCut® 2がお客様のニーズに合わない場合は、工具推奨事項の詳細について突切り・溝入れ工具のページをご確認ください。
推奨チップ
チップシートサイズ
- 様々なシートサイズとコーナRのチップをご提供しています。CoroCut® 2チップは、既存のCoroCut® 1・2ツールホルダと互換性があります。ただし、より高い精度を得るには、チップ シートEFGをレール設計の新しいホルダをご使用ください。
- チップシートサイズはホルダシートサイズと一致させてください。
チップシートサイズ
- D V形シート設計:
- チップ幅:1.5 mm (0.059 inch)
- 切込み:8–17 mm (0.315–0.669)
- E-L 安定したレール設計:
- チップ幅:2–8 mm (0.079–0.315 inch)
- 切込み:8–32 mm (0.315–1.30 inch)
第一推奨チップ
下記のチャートを使って、加工に適した第一推奨チップをお選びください
CoroCut® 2でのぬすみ加工
CoroCut® 2チップは、ぬすみ加工での低送り時の逃げ深さが小さい場合も優れた切りくず処理を発揮します。
- -RMは、あらゆる被削材における倣い加工用のオールラウンドブレーカです。
- ステンレス鋼、耐熱合金 (HRSA)、その他の粘着性のある被削材の加工には、CoroCut® 1・2 で利用可能な -ROブレーカを使用してください
サークリップ溝入れ
低切削抵抗および良好な加工面品質には、-GFブレーカ付きCoroCut® 2を使用します
チップブレーカおよび加工
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| 突切り加工 |  |  | |  | | | | |  | | | 主な加工 |
| 溝入れ加工 |  | | | | | | | | | | | 補完的な加工 |
| 倣い加工 |  | | | | | | | | | | | 推奨されません |
| 旋削加工 |  | | | | | | | | | |
突切り加工
 |
 |
 |
 |
 |
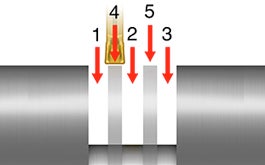
|
| 1. パイプ材の突切り加工 | 2. 突切りバイト、安定 | 3. 突切りバイト、厳しい加工条件 | 4. 軽断続加工 | 5. 強断続加工 | |
| 鋼材 (ISO P) | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ステンレス鋼 (ISO M) | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| 鋳鉄 (ISO K) | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| 非鉄金属 (ISO N) | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| 耐熱合金 (ISO S) | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| 高硬度材 (ISO H) | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
*のマークが付いているものを除き、すべての材種とブレーカが更新されます、これらはCoroCut® 1・2で引き続き使用できます。
- バー材/パイプ材の突切り加工 – 安定~通常の加工条件
- バー材の突切り加工 – 安定~通常の加工条件 (サブチャック/ワーク中心で送り低減)
- バー材の突切り加工 – 通常~荒加工条件、ワーク中心で送り低減なし
- 突切り加工/管材 - 軽~中断続加工
- 突切り加工/管材 - 中~重断続加工
溝入れ加工
 |
 |
 |
 |
 |
|
| 溝入れ加工 | 幅の広い溝の旋削加工 | 内径溝 | 広い内径溝 | 端面溝 | |
| 鋼材 (ISO P) | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ステンレス鋼 (ISO M) | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| 鋳鉄 (ISO K) | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| 非鉄金属 (ISO N) | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| 耐熱合金 (ISO S) | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| 高硬度材 (ISO H) | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
*のマークが付いているものを除き、すべての材種とブレーカが更新されます、これらはCoroCut® 1・2で引き続き使用できます。
倣い加工
 |
||
| 外径倣い加工 | 内径倣い加工 | |
| 鋼材 (ISO P) | GC4425 -RM | GC1225 -RF |
| ステンレス鋼 (ISO M) | GC1225 -RM | GC1225 -RF |
| 鋳鉄 (ISO K) | GC4425 -RM | GC4425 -RM |
| 非鉄金属 (ISO N) | H10 -AM* | H10 -AM* |
| 耐熱合金 (ISO S) | S205 -RO* | GC1205 -RF |
| 高硬度材 (ISO H) | CB7015 -RE* | CB7015 -RE* |
*のマークが付いているものを除き、すべての材種とブレーカが更新されます、これらはCoroCut® 1・2で引き続き使用できます。-ROおよび-AMはルートチップを備えており、-RMよりも公差が厳しくなっています。高い繰り返し精度が要求される場合は、-RO/-AMを使用してください。
摩耗タイプのトラブルシューティング
| 摩耗の種類 | 原因 | ソリューション |
構成刃先  | 1. 刃先温度が低すぎる。 2. ブレーカまたは材種が不適切。 | 1. 切削速度および/または送りを上げてください。 2. よりシャープな刃先のチップブレーカを選択してください。好ましいのは、PVDコーティング材種です。 |
チッピング/破損  | 1. 材種が硬すぎる。 2. ブレーカが弱すぎる。 3. 不安定な加工条件。 4. 切削条件が高すぎる。 | 1. よりソフトな材種を選択してください。 2. より高い送りに対応したブレーカを選択してください。 3. 突出し量を減らしてください。芯高をチェックしてください。 4. 切削条件を下げてください。 |
塑性変形  | 1. 切削領域の温度が高すぎる。 2. 不適切な材種。 3. 切削油の供給の不足。 | 1. 切削速度および/または送りを下げてください。 2. より耐摩耗性の高い材種を選択してください。 3. クーラントの供給を改善してください。 |
境界摩耗  | 1. 切込み深さでの酸化。 2. 刃先温度が高すぎる。 | 1. 切込み深さを変化させて (ランピング) ください。 2. 切削速度を下げてください。 |
逃げ面摩耗  | 1. 切削速度が高すぎる。 2. 材種が柔らかすぎる。 3. 切削油の供給の不足。 | 1. 切削速度を下げてください。 2. より耐摩耗性の高い材種を選択してください。 3. クーラントの供給を改善してください。 |
クレーター摩耗  | 1. 切削速度が高すぎる。 2. 材種が柔らかすぎる。 3. 送りが高すぎる。 4. 切削油の供給の不足。 | 1. 切削速度を下げてください。 2. より耐摩耗性の高い材種を選択してください。 3. 送りを下げてください。 4. クーラントの供給を改善してください |
型番
チップ

1. 製品分野
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 製品ファミリー
2 = CoroCut® 2
3. 製品型番 (TPC)
R = 径方向の突切り・溝入れ刃先交換式工具品目
A = 軸方向の突切り・溝入れ刃先交換式工具品目
T = 旋削刃先交換式工具品目
I = 刃先交換式チップ品目
4. チップシートサイズコード
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
5. 刃数
1 = 1コーナチップ
2 = 2コーナチップ
6. チップの勝手
R = 右
L = 左
N = 勝手なし
7. 切削幅
例:
0300 = 切削幅 3.0 mm
8. フロントアングル
例
00 = 0°
05 = 5°
9. コーナR
例
02 = 0.2 mm
04 = 0.4 mm
10. ブレーカ型番
第1桁:加工タイプ
C = 突切り加工 (切削)
G = 溝入れ加工
T = 旋削加工
R = 倣い加工 (丸駒)
第2桁:
F = 低送り
M = 中送り
R = 高送り
11. 材種コード
例
4425
突切り・溝入れ工具

1. 製品分野
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 製品ファミリー
2 = CoroCut® 2
3. 製品型番 (TPC)
R = 径方向の突切り・溝入れ刃先交換式工具品目
A = 軸方向の突切り・溝入れ刃先交換式工具品目
T = 旋削刃先交換式工具品目
I = 刃先交換式チップ品目
4. 機械側カップリングタイプ
CC = Coromant Capto®カッティングヘッド
QS = QSシャンク工具
RS = 角シャンク工具
SL = SLカッティングヘッド
BN = 勝手なしカップリング対応の突切り用ブレード
BR = 右勝手カップリング対応の突切り用ブレード
BL = 左勝手カップリング対応の突切り用ブレード
CE = EasyFixスリーブ用溝付き円筒シャンク
CF = 円筒平取りシャンク
5. 機械側カップリングサイズ
3 = Capto C3、30 mmフランジ
4 = Capto C4、40 mmフランジ
5 = Capto C5、50 mmフランジ
6 = Capto C6、63 mmフランジ
8 = Capto C8、80 mmフランジ
08 = 8 x 8 mmシャンクバイト
10 = 10 x 10 mmシャンクバイト
12 = 12 x 12 mmシャンクバイト
16 = 16 x 16 mmシャンクバイト
20 = 20 x 20 mmシャンクバイト
25 = 25 x 25 mmシャンクバイト
32 = 32 x 32 mmシャンクバイト
40 = 40 x 40 mmシャンクバイト
A06 = 6/16 inch (3/8 inch) シャンクバイト
A08 = 8/16 inch (1/2 inch) シャンクバイト
A10 = 10/16 inch (5/8 inch) シャンクバイト
A12 = 12/16 inch (3/4 inch) シャンクバイト
A16 = 16/16 inch (1 inch) シャンクバイト
A20 = 20/16 inch (1 1/4 inch) シャンクバイト
A24 = 24/16 inch (1 1/2 inch) シャンクバイト
16 = 16 mm円筒シャンクバイト
20 = 20 mm円筒シャンクバイト
25 = 25 mm円筒シャンクバイト
32 = 32 mm円筒シャンクバイト
40 = 40 mm円筒シャンクバイト
50 = 50 mm円筒シャンクバイト
A10 = 10/16" (5/8") 円筒シャンクバイト
A12 = 12/16" (3/4") 円筒シャンクバイト
A16 = 16/16" (1") 円筒シャンクバイト
A20 = 20/16" (1 1/4") 円筒シャンクバイト
A24 = 24/16" (1 1/2") 円筒シャンクバイト
A32 = 32/16" (2") 円筒シャンクバイト
25 = 25 mm SLカッティングヘッド
32 = 32 mm SLカッティングヘッド
40 = 40 mm SLカッティングヘッド
70 = 70mm SLカッティングヘッド
21 = ブレード HF 測定 21.4 mm
25 = ブレード HF 測定 25 mm
45 = ブレード HF 測定 45 mm
6. 工具の勝手
N = 勝手なし
R = 右勝手工具
L = 左勝手工具
7. チップシートサイズコード
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
8. 最大切込み
例:
20 = CDX 20 mm
9. クーラントタイプ
A = すくい面への高精度クーラント
B = 逃げ面への高精度クーラント
C = すくい面/逃げ面への高精度クーラント
D = クーラントなし
G = 内部クーラント
10. チップクランプ
A = スプリングクランプ
B = スクリュークランプ
C = 浅溝加工
D = 湾曲強化スクリュークランプ
E = 線形強化スプリング クランプ
F = 線形強化スプリング クランプ
S = スイスシャンク用角度付きスクリュークランプ
11. チップシート数 (ブレードにのみ有効)
1 = チップシート 1個
2 = チップシート 2個
端面溝入れ工具

1. 製品分野
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 製品ファミリー
2 = CoroCut® 2
3. 製品用途 (TPC)
R = 径方向 P&G 刃先交換式工具 アイテム
A = 軸方向 P&G 刃先交換式工具 アイテム
T = 旋削用刃先交換式工具アイテム
4. 機械カップリングタイプ
CC = Coromant Capto®カッティングヘッド
QS = QSシャンクバイト
RS = 角シャンクバイト
SL = SLカッティングヘッド
5. 機械側カップリングサイズ
4 = Capto C4、40 mmフランジ
5 = Capto C5、50 mmフランジ
6 = Capto C6、63 mmフランジ
20 = 20 x 20 mmシャンクバイト
25 = 25 x 25 mmシャンクバイト
32 = 32 x 32 mmシャンクバイト
A12 = 12/16 inch (3/4 inch)シャンクバイト
A16 = 16/16 inch (1 inch)シャンクバイト
A20 = 20/16 inch (1 1/4) inch)シャンクバイト
32 = 32 mm SLカッティングヘッド
40 = 40 mm SLカッティングヘッド
70 = 70mm SLカッティングヘッド
6. 工具の勝手
R = 右勝手工具
L = 左勝手工具
7. ホルダスタイル
F = 0度のアプローチ角度
G = 90度のアプローチ角度
8. チップシートサイズコード
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. 倣い加工用-RM ブレーカ
と 7998171
18 = 18 mm (CW)
10. ブレードタイプ
A = 内径端面溝入れ加工用のブレードカーブ
B = 突起部への端面溝入れ加工用のブレードカーブ
11. 最初の切削の最小径
例:
220 = 220 mm
12. クーラントタイプ
A = すくい面への高精度クーラント
B = 逃げ面への高精度クーラント
C = すくい面/逃げ面への高精度クーラント
D = クーラントなし
13. スプリンングクランプ
A = スプリンングクランプ
B = スクリュークランプ
C = 浅溝加工
D = 強化スクリュークランプ
倣い加工工具

1. 製品領域
T = CoroTurn (一般旋削)
C = CoroCut (突切り・溝入れ加工)
M = CoroMill
D = CoroDrill
B = CoroBore
2. 製品ファミリー
2 = CoroCut® 2
3. 製品アプリケーション (TPC)
R = 径方向突切り・溝入れ加工 刃先交換式 (T711 & T714)
A = 軸方向突切り・溝入れ加工 刃先交換式工具品目 (T713)
T = 旋削 刃先交換式 (T712)
4. 機械側カップリングタイプ
CC = Coromant Capto®カッティングヘッド
QS = QSシャンクバイト
RS = 角シャンクバイト
SL = SLカッティングヘッド
BF = フラット付きボーリングバイト
BE = EasyFixスリーブ用溝付きボーリングバイト
5. 機械カップリングサイズ
3 = Capto C3、30 mmフランジ
4 = Capto C4、40 mmフランジ
5 = Capto C5、50 mmフランジ
6 = Capto C6、63 mmフランジ
8 = Capto C8、80 mmフランジ
08 = 8 x 8 mmシャンクバイト
10 = 10 x 10シャンクバイト
12 = 12 x 12 mmシャンクバイト
16 = 16 x 16 mmシャンクバイト
20 = 20 x 20 mmシャンクバイト
25 = 25 x 25 mmシャンクバイト
32 = 32 x 32 mmシャンクバイト
40 = 40 x 40 mmシャンクバイト
A06 = 6/16" (3/8") シャンクバイト
A08 = 8/16" (1/2") シャンクバイト
A10 = 10/16" (5/8") シャンクバイト
A12 = 12/16" (3/4") シャンクバイト
A16 = 16/16" (1") シャンクバイト
A20 = 20/16" (1 1/4") シャンクバイト
A24 = 24/16" (1 1/2") シャンクバイト
25 = 25 mm SLカッティングヘッド
32 = 32 mm SLカッティングヘッド
40 = 40 mm SLカッティングヘッド
70 = 70mm SLカッティングヘッド
16 = 16mmボーリングバイト
20 = 20 mmボーリングバイト
25 = 25 mmボーリングバイト
32= 32 mmボーリングバイト
40 = 40mmボーリングバイト
50 = 50 mmボーリングバイト
A10 = 10/16" (5/8") ボーリングバイト
A12 = 12/16" (3/4") ボーリングバイト
A16 = 16/16" (1") ボーリングバイト
A20 = 20/16" (1 1/4") ボーリングバイト
A24 = 24/16" (1 1/2") ボーリングバイト
A32 = 32/16" (2") ボーリングバイト
6. 工具の勝手
R = 右勝手工具
L = 左勝手工具
7. 最大ランピング角 (RMPX)
07 = 7度
20 = 20度
45 = 45度
70 = 70度
8. チップシートサイズ
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. 最大切込み
例:
25 = CDX 25 mm
10. クーラントタイプ
A = すくい面への高精度クーラント
B = 逃げ面への高精度クーラント
C = すくい面/逃げ面への高精度クーラント
D = クーラントなし
G = 内部クーラント
11. クランプシステム
A = スプリンングクランプ
B = スクリュークランプ
C = 浅溝加工
D = 強化スクリュークランプ
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291