
穴あけ加工の数式と定義
お客様特有の加工作業に適した切削工具を検索し、
推奨切削条件を素早く入手いただけます。
穴あけ加工速度と送りの計算方法を知ることは穴あけ加工を成功させるために重要です。このセクションには切削速度、回転当たり送りおよび比切削抵抗など、お客様の穴あけ加工に必要な穴あけ加工の数式と定義を説明しています。
| 切削速度、(vc) m/min | 切削速度、(vc) ft/min |
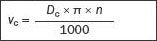 | 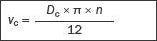 |
| スピンドル回転数、(n) rpm | スピンドル回転数 (n) rpm |
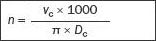 | 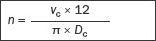 |
| 送り速度、(vf) mm/min | 送り速度、(vf) inch/min |
 | |
| 回転当たり送り、(fn) mm/rev | 回転当たり送り、(fn) inch/rev |
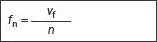 | |
| 切りくず排出量、(Q) cm3/min | 切りくず排出量、(Q) inch3/min |
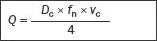 | 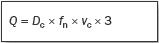 |
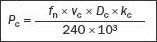
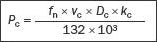
| 正味動力、(Pc) kW | 正味動力、(Pc) HP |
 |  |
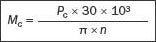
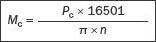
| トルク、lbf Nm | トルク、lbf ft |
 |  |
| 比切削抵抗、(kc) N/mm | 比切削抵抗、(kc) ibf/inch |
 | |
| 送り力、 (Ff) N | 送り力、(Ff) ft/min |
 | |
| 加工時間、(Tc) min | 加工時間、(Tc) min |
 | |
穴あけの定義
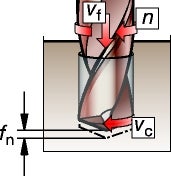
送り速度
穴あけ加工の生産性は 送り速度vfに密接な関連性があります。
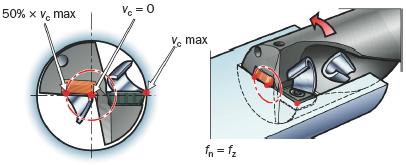
刃先交換式ドリル用切削速度
– 中心刃と外周刃が各1枚
切削速度は、外周の100%から中心でのゼロへ減少していきます。中心刃はゼロから最大切削速度の約50%までの速度で、外周刃は最大切削速度の50%から最大切削速度までの速度で加工を行います。
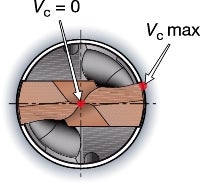
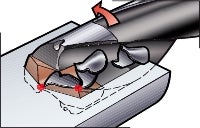
超硬ソリッドドリルとヘッド交換式ドリルの切削速度
中心から外周に向かう2枚の切刃
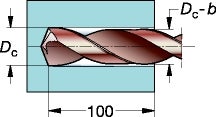
バックテーパ
超硬ソリッドドリルまたはロー付け超硬ドリルは、ドリルが穴の中で動かなくなるのを防ぐ逃げ(クリアランス)を確保するために、ドリルの外径が先端から少し細くなっています。
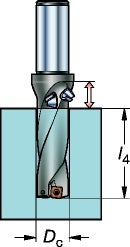
穴深さ
l4は最大推奨穴深さ
工具寿命の計算方法
工具寿命(TL)はメートル距離、穴数、または 分単位で測定することができます。
工具寿命の計算 - 理論的な例:
Dc 20 mm、vc = 200 m/min、n = 3184 rpm、fn = 0.20 mm/r、穴深さ = 50 mm
TL (ミリ): 15 m
TL(穴数): 15 x 1000/50 = 300穴
TL(分): 15 x 1000/vf = 15 x 1000/(fn x n)
= 15 x 1000 / (0.20 x 3184) = 23 min
穴あけ加工で最も一般的な工具寿命基準は、逃げ面摩耗です。工具寿命は以下に依存します:
- 切削条件
- チップ材種およびブレーカ
- 被削材
- 加工径(小径ドリルは短時間に長い距離を移動します)
- 加工穴深さ(浅穴を数多く加工すると、切込み/抜け際が多くなるため、工具寿命が短縮します)
- 剛性
