
Ricondizionamento degli utensili rotanti in metallo duro integrale
Modalità di ordinazione per il ricondizionamento degli utensili

1. Contenitore per la spedizione dell'ordine
Inviate un'e-mail a Sandvik Coromant per ordinare un contenitore per il trasporto dell'utensile.
Comunicateci qual è il formato del contenitore che vi occorre:
- Contenitore standard (300 mm x 200 mm x 138 mm) Codice: 6949557
- Contenitore grande (400 mm x 300 mm x 138 mm) Codice: 6949558
2. Selezionate gli utensili
Identificate gli utensili usurati che desiderate ricondizionare. Utilizzate la guida all'usura dell'utensile per assicurarvi che gli utensili siano idonei al ricondizionamento.
La quantità minima per ordinare il servizio di ricondizionamento è di cinque utensili. Il servizio è disponibile solo per gli utensili Sandvik Coromant.
3. Imballate con cura
Il contenitore vi viene consegnato con inserti in schiuma, in modo da garantire una protezione ottimale dei vostri utensili durante il trasporto.
Rispettare le istruzioni di imballaggio per evitare scheggiature e rotture.
4. Spedite
Sandvik Coromant fornirà le informazioni sulla spedizione in base alla vostra richiesta.
Una volta completato il ricondizionamento, vi rispediremo indietro gli utensili.
Domande e risposte
Tutti gli utensili inviati saranno sottoposti a ricondizionamento?
Un'ispezione tecnica determinerà gli utensili adatti al ricondizionamento. Gli utensili che non possono essere rigenerati verranno restituiti contrassegnati con nastro rosso.
Quanto tempo richiede il ricondizionamento?
I vostri utensili ricondizionati vi dovrebbero essere riconsegnati entro quattro settimane dalla spedizione. Riceverete una conferma di consegna con l'ora di invio esatta entro due settimane.
Come è possibile tenere traccia di quante volte i miei utensili sono stati ricondizionati?
Ogni intervento di ricondizionamento viene registrato attraverso una marcatura laser sullo stelo dell'utensile.
È possibile verificare il numero massimo di riaffilature di un utensile (NORGMX) immettendo il codice prodotto dell'utensile nella barra di ricerca del sito web di Sandvik Coromant.
Ripristino della qualità originale
Il processo di ricondizionamento degli utensili riporta le punte in metallo duro integrale e le frese a candela usurate alla loro qualità originale e ne prolunga il ciclo di vita totale. Il ricondizionamento aumenta l'utilizzo di materie prime per la produzione e, al contempo, diminuisce i costi degli utensili da taglio.
Ripristinate la qualità originale dei vostri utensili e prolungatene il ciclo di vita totale
Integrando nella progettazione dei nostri utensili un processo che ne consente la copia esatta in caso di ricondizionamento. Il processo di ricondizionamento riproduce la geometria ed il rivestimento dell'utensile originale. I test sulle prestazioni degli utensili ricondizionati sono gli stessi previsti per gli utensili nuovi.
Il seguente grafico illustra il costo di acquisto di quattro nuovi utensili ( I ) confrontato con il costo necessario per acquistare un utensile e ricondizionarlo tre volte ( II ). Come risultato si ha un risparmio fino al 50%.
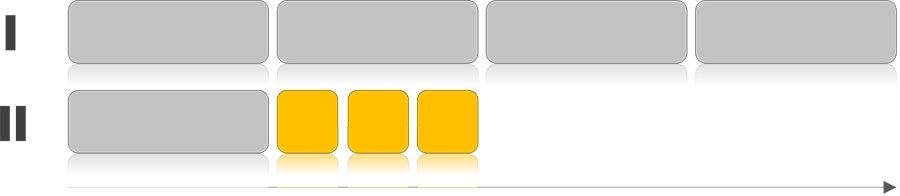
Costo utensile totale
Disponibili per il ricondizionamento
I seguenti utensili possono essere ricondizionati:
Modalità di imballaggio per il ricondizionamento
Per evitare che i vostri utensili vengano danneggiati durante il trasporto, attenetevi a queste istruzioni:
- Utilizzate l'imballo originale in plastica dell'utensile per evitare che gli utensili si urtino a vicenda.
- Se l'imballo originale non è disponibile, utilizzate del pluriball o materiali simili eventualmente a disposizione.
- Posizionate tutti gli utensili tra i due inserti in schiuma che vengono forniti con il contenitore per la spedizione.
Fate clic sull'immagine per ingrandire
Riciclo
Al termine del ciclo di vita dell'utensile in metallo duro integrale, tenete in considerazione il programma di riacquisto di Sandvik Coromant. Il vostro metallo duro verrà riciclato e utilizzato per creare nuovi utensili. Per saperne di più sul riciclo del metallo duro.
Trovate nuovi utensili integrali rotanti
Se siete alla ricerca di nuovi utensili, visitate la nostra sezione dedicata agli Utensili Integrali Rotanti.

Identificate l'usura dell'utensile
Utilizzate la seguente guida per identificare il tipo di usura dei vostri utensili.
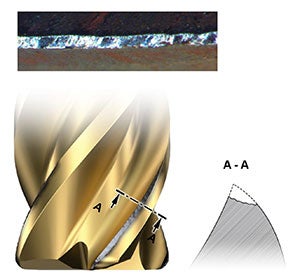
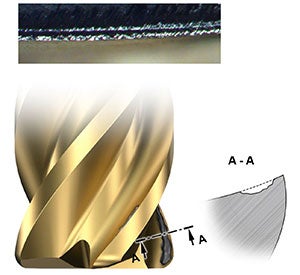
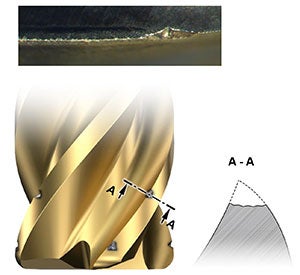
Usura sul fianco uniforme
Uno dei tipi di usura più comuni (tipico per i materiali ISO P asciutti). Solitamente inizia sul filo tagliente e si sviluppa verso il fianco del tagliente.
Meccanismo di usura principale - abrasivo
Causa:
- Alta velocità di taglio e bassi valori di avanzamento
- Bassa resistenza all'usura
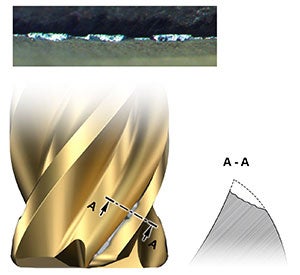
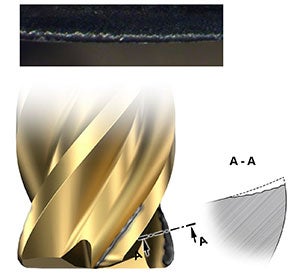
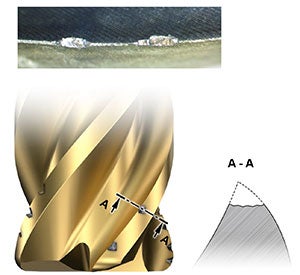
Usura sul fianco non uniforme
Inizialmente, alcune parti del tagliente si usurano più velocemente di altre.
Meccanismo di usura principale - sfaldamento parziale del rivestimento e microscheggiatura irregolare sul tagliente, a cui segue l'usura per abrasione.
Causa:
- Alta velocità di taglio e bassi valori di avanzamento
- Vibrazioni
- Bassa resistenza all'usura
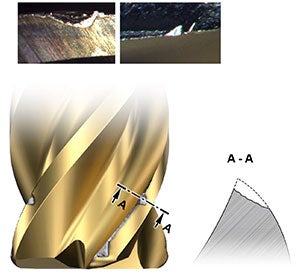
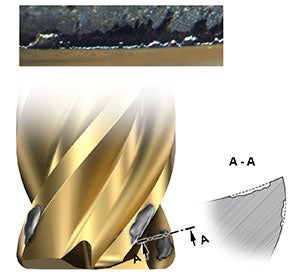
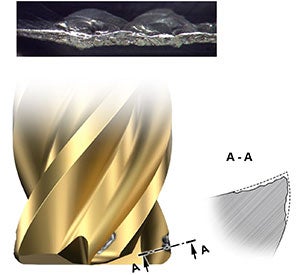
Usura localizzata sul fianco
Solitamente si presenta sugli angoli dell'utensile e/o alla massima profondità di taglio.
Meccanismi di usura principali - per adesione, termomeccanico o chimico.
Causa:
- Alta temperatura
- Vibrazioni
- Rimacinazione dei trucioli
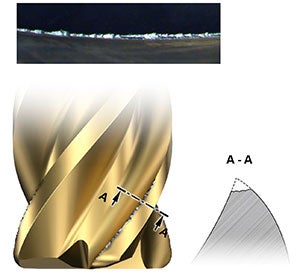
Usura per craterizzazione
Si riscontra raramente sulle frese a candela integrali.
Meccanismi di usura principali - usura chimica ed abrasiva.
Causa:
- Alta temperatura (elevata velocità di taglio)
Usura frontale a gradini
Si verifica solitamente quando il refrigerante viene fatto affluire a getto (a bassa pressione) attraverso ugelli esterni.
Meccanismo di usura principale - chimico
Causa:
- Alta temperatura
Sfaldamento
Si verifica solitamente nella fresatura di materiali che tendono ad aderire al tagliente.
Meccanismo di usura principale - adesione
Causa:
- Materiale che tende all'incollamento
Scheggiatura uniforme (truciolatura)
Danni secondari al tagliente. Altri tipi di usura che possono essere seguiti da scheggiatura.
Meccanismi di usura principali - termomeccanico o per adesione
Causa:
- Il tagliente è troppo debole e fragile
- Eccessive fluttuazioni della temperatura
- Vibrazioni

Cricche a pettine
Si presenta sul tagliente e si estende sul lato di spoglia e sul fianco. Inizialmente è orientato in direzione perpendicolare al tagliente, forma fessurazioni laterali e provoca la scheggiatura del tagliente.Meccanismo di usura principale - termomeccanico
Causa:
- Rapide oscillazioni della temperatura
Scheggiatura localizzata
Danni che si presentano regolarmente in determinate posizioni lungo il filo tagliente.
Meccanismi di usura principali - termomeccanico o per adesione
Causa:
- Il tagliente è troppo debole e fragile
- Eccessive fluttuazioni della temperatura
- Vibrazioni
Rimacinazione dei trucioli
Scheggiatura non uniforme
Danni distribuiti in modo irregolare sul filo del tagliente.
Meccanismi di usura principali - termomeccanico o per adesione
Causa:
- Il tagliente è troppo debole e fragile
- Eccessive fluttuazioni della temperatura
- Vibrazioni
- Rimacinazione dei trucioli
- Rimedio
Sfaldamento superiore
Si presentano solitamente nella fresatura di materiali ISO-S. Inizia sul filo del tagliente, si estende sul petto dell'inserto e forma sfaldamenti superiori.
Meccanismi di usura principali – per adesione e fratturazione
Causa:
- Materiale che tende all'incollamento
- Alta temperatura
- Vibrazioni

Lavorare insieme per un futuro sostenibile
Noi possiamo aiutarvi a rendere più ecocompatibili e più efficienti prodotti e processi. Nel corso degli anni, Sandvik Coromant ha sviluppato un codice di condotta per la gestione dell'ambiente, della salute e della sicurezza. Una parte importante di questo percorso è il nuovo approccio al ciclo di vita degli utensili che prevede l'acquisto e la raccolta degli utensili usurati in modo che possano essere ricondizionati o riciclati. Questo processo fa risparmiare energia ad entrambe le parti e riduce le emissioni di biossido di carbonio.
