
Esztergálás
Termékek áttekintése
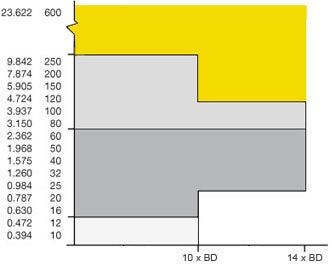
A fúrórúd kiválasztása nagy hatással van a forgácsolás gazdaságosságára. A Sandvik Coromant átfogó szerszám program 10 és 250 milliméter (0.40 - 9.84 col) közötti átmérőjű darabjai a standard raktárkészletből 24 órán belül kézbesíthetők. Az ezen a tartományon kívüli egyedi tervezésű szerszámok 600 milliméteres (23.6 col) átmérőig kaphatók.
3–14 x BD kinyúlású rudak állnak rendelkezésére, a Coromant Capto termékek átmérője 16 és 100 milliméter (0.63 - 3.94 col) közötti.
Rövid kinyúlásnál termelékeny
Az acél vagy keményfém fúrórudak legfeljebb 4 x BD kinyúlásig használhatók, de a Silent Tools rudak ebben a tartományban is előnyösek termelékenységük miatt. 10 x BD kinyúlásig a munkafolyamathoz megfelel a csillapított acél fúrórúd, míg a 10 x BD feletti kinyúláshoz keményfém erősítésű fúrórúd szükséges a kihajlás és rezgés elkerülése érdekében.
| Fúrórúd átmérő, DMM | ||||
| col | ||||
 |   | |||
| Max. szerszámkinyúlás: | ||||
Csillapított acél fúrórudak | Csillapított, keményfém erősítésű fúrórudak |
 | Egyedi tervezésű termékek | |
 | CoroTurn® SL – QC | |
 | CoroTurn® SL | |
 | Integrált |
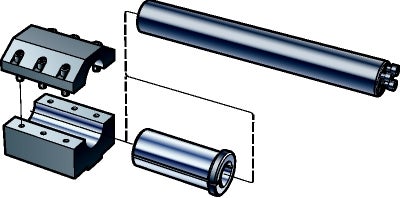
Ha forgácsolófejekkel és Silent Tools csillapított fúrórudakkal váltva dolgozik, könnyen cserélheti csak a fejet, ha a lapkafészek megsérült.
Általános esztergálásra, leszúrásra, beszúrásra és menetesztergálásra 500 különböző forgácsolófej van a bőséges kínálatban, 32 és 80 mm (1.26 - 3.15 col) közötti átmérőjű Quick Change QS szerszámok és CoroTurn HP forgácsolófejek is.

A forgácsolófejek és Silent Tools csillapított fúrórudak kombinációja nagyon rugalmasan használható változatos körülmények között.
Nagy hengeres fúrórudak különböző csatlakozással kaphatók, pl. Coromant Capto és Quick Change csatlakozóegységekkel.
CoroTurn® SL

Quick Change QS
 |  |
 | |
 |
Rudak típusai
A belső esztergálás nagyon érzékeny a rezgésekre. Csökkentse a lehető legkisebbre a szerszám kinyúlást és válassza a lehető legnagyobb szerszámméretet a lehető legjobb stabilitás és pontosság érdekében. Csillapított acélrudakkal történő belső esztergáláshoz az első választású rúdtípus az 570-3C.
Beszúráshoz és nagyoló menetmegmunkálási műveletekhez, ahol a radiális erők nagyobbak, mint esztergáláskor, az ajánlott rúdtípus az 570-4C.
Az alábbi táblázatban a maximális ajánlott túlnyúlás látható különböző rúdtípusok esetén.
A keményfém erősítésű rúd statikus merevsége az ugyanolyan kinyúlású acél rúdhoz képest 2,5-szeres.
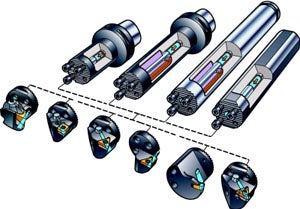
A különböző kinyúlási hosszak esetén a csillapítási rendszer más és más:
| Szártípus | Esztergálás | Beszúrás | Menetesztergálás | |
| Acél fúrórudak | 4 x BD | 3 x BD | 3 x BD | |
| Keményfém fúrórudak | 6 x BD | 5 x BD | 5 x BD | |
Acél csillapított fúrórudak |  | 10 x BD | 5 x BD | 5 x BD* |
Csillapított, keményfém erősítésű fúrórudak | | 14 x BD | 7 x BD | 7 x BD |
______________________________________________________________
* 570-4C rudak
Válassza ki a fúrórúd anyagát a megfelelő hossz/átmérő arányhoz. A keményfém rúd statikus merevsége nagyobb, mint az acélé,ezért nagyobb kinyúlást tesz lehetővé.
Ahogyan azt az ábra mutatja, a következő fúrórúd anyagok választhatók a megfelelő hossz/átmérő arányhoz.
A menetmegmunkálás és beszúrás az esztergálásnál nagyobb sugárirányú erőt hoz létre, ez határt szab a legnagyobb ajánlott kinyúlásnak. A csillapító mechanizmus növeli a dinamikus merevséget ezért nagyobb kinyúlás engedhető meg.
| 1 = tömör acélrúd | |
| 2 = keményfém rúd | |
3 = acél, csillapított, rövid változat 4–7 x BD | |
4 = acél, csillapított, hosszú változat 7–10 x BD | |
5 = keményfém erősítésű, csillapított fúrórúd 10–12 x BD & 12–14 x BD |
Fő szempontok
A befogás stabilitása és a középpont megfelelő magassága két fontos tényező a mérettűrés és a felület minősége szempontjából. Fogja be a hengeres fúrórudat osztott perselyes tartóba, hogy az érintkezési felület a legnagyobb legyen. Az EasyFix perselyek biztosítják a legstabilabb befogást és a középpont pontos magasságát. A középpont magassága befolyásolja a homlokszöget és a szerszámra ható forgácsolási erőt.
Az ajánlott tűrés a befogásnál ISO H7. Ajánljuk a 45 HRC keménységű osztott persely anyag használatát a végleges alakváltozás megelőzésére. Sose kerüljenek a csavarok közvetlenül érintkezésbe a rúd szárával, mert a rúd megsérülhet.
Nagy kinyúlással történő forgácsoláskor nem lehet a jó befogás szerepét túlbecsülni!
Fúrórudak – általános
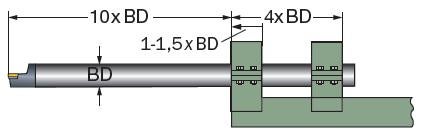
- Kb. 1 μm-es felületi finomság szükséges a megfelelő szorítási érintkezés eléréséhez.
- Az ajánlott befogási hossz 4 × BD. Ha lehetséges, használjon 6 × BD befogási hosszt 200 mm-nél (7.87 col) hosszabb fúrórudak esetén.
- Hengeres fúrórudak osztott perselyben való használatakor az ajánlott tűrés a befogásnál ISO H7.
- 45 HRC keménységű osztott persely anyag a végleges alakváltozás megelőzésére
- Nagy méretű rúd esetén használjon kettős támasztást.
- A befogás legjobb stabilitása hasított fúrórúd befogóval érhető el.
A fúrórúd hosszát és átmérőjét a munkadarab alakja és méretei határozzák meg. A legjobb befogási stabilitást a Coromant Capto csatlakozás vagy az osztott perselyek biztosítják. A furat átmérője és mélysége határozza meg a szükséges fúrórúd hosszát és típusát.
Silent Tools rudak befogása
A CNC eszterga revolverfejének konstrukciója és a multi-task gépek sokoldalúsága miatt ezek merevsége kisebb. Nagyobb hengeres fúrórudak esetén, a kis revolverfej méret miatt, a befogási hossz és a rúd átmérőjének aránya kisebb, ennek következtében csökken az összeállítás stabilitása.
A Coromant Capto csatlakozás megoldást jelenthet revolverfej eszterga esetén. Ez minimalizálja a hosszú perselyek szükségességét, stabil összeállítást eredményez, a gyors cserélhetőség előnyét kínálva.

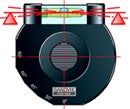
A jó befogás szükségességét nem szabad alábecsülni. A képeken látható
a felület minősége 1) helytelen befogás és 2) hasított tartó használatakor.

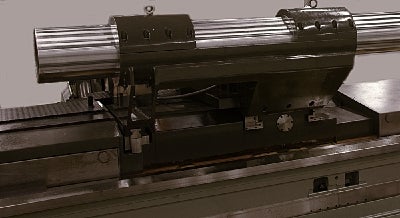
Síkágyas esztergák
A revolverfej esztergákhoz viszonyítva a síkágyas eszterga szerszámoszloppal gyakorta merevebb, stabilabb, és nagyobb és hosszabb fúrórudak megtartására képes. Ebben az esetben a gép képességeinek határait a szerszámoszlop, a gép mérete és a konstrukció merevsége jelöli ki.
A gép szánjainak stabilitása fontos tényezője a Silent Tools fúrórudak sikeres használatának nagy kinyúlással. A legjobb eredmény érdekében a szerszámoszlop befogás nagy vezetőlécekkel és kereszt vezetőlécekkel történjen, melyek legalább furatátmérő négyszerese szélességben helyezkednek el, 4 x BD. Vegye figyelembe, hogy a súly a rúd méretével rohamosan nő:
- Átmérő 100 mm (3.94 col) = 88 kg (194.0 lb)
- Átmérő 120 mm (4.72 col) = 140 kg (308.7 lb)
| A legjobb szerszámoszlop szerkezet az A-keret, ahol a rúd közvetlenül a gép szánjai fölé és közé van szerelve. | 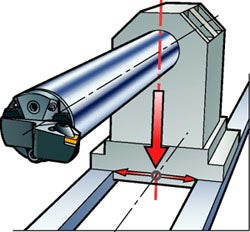 |
A fúrórúd legjobb teljesítményének elérése érdekében fontos tényező a kapcsolat, a kivitel és a mérettűrés a szerszám és szerszámtartó között. A legjobb stabilitás akkor érhető el, ha a tartó teljesen körbefogja a szárat. V-típusú rúd tartó és hengeres tartó használatát csavarokkal nem ajánljuk.
Hasított tartó 300 mm-es (11.81 col) átmérőjű rúdhoz. A keresztszánok közötti távolság 1200 mm (47.24 col) (4 x BD).
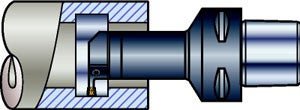
Csúcsmagasság beállító szerszámEgyszerű és gyors módszer van a hengeres CoroTurn SL rudak forgácsoló élének középpont magasságának beállítására.
Még akkor is, ha forgácsolás közben a rúd a középpont alá hajlik is, a rúd helyes szerelés esetén a középvonalon marad. Alternatív beállítószerszám a magasság idomszer és a kereszt teszt kar. | 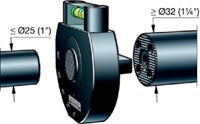 | |
 | ||
 |
Csillapított 300 mm CoroTurn SL gyors cserélésű fúrórúd 10 x BD kinyúlással.
Nyomás és irány
A szerszám élettartamának meghosszabbítása és a folyamatbiztonság érdekében a hűtőfolyadékot a forgácsolási területre kell irányítani. Az SL gyors cserélésű szerszámok esetén a hűtőfolyadék fúvókáit kézzel kell beállítani, hogy a hűtőfolyadék a forgácsolási területet érje. A legjobb eredményt az integrált hűtőfolyadék vezetéses, több fúvókával ellátott szerszámokkal lehet elérni. Ez ugyanilyen fontos belső esztergálásnál nagy kinyúlással. A kiáramló hűtőfolyadék mennyiségét hatszögű kulccsal lehet szabályozni.
A fúrórúd és a furat belseje közötti hézag nagyon fontos a jó forgácseltávolítás és a sugárirányú kihajlás megelőzése szempontjából. 100 mm-es (3.94 col) furatátmérőhöz 80 mm-es (3.15 col) rúd használható. Ez elég helyet hagy a forgács eltávolítására és megakadályozza a szerszám és a munkadarab károsodását.
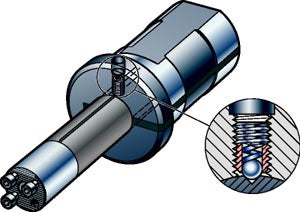
A hűtőfolyadékot a fúrórúd hátulján általánosan használt csatlakozókkal, BSP (British Standard Pipe, brit szabványos cső) csövön menetes szerelvényekkel lehet bevezetni. A Sandvik Coromant csillapított fúrórudakon menettel ellátott hűtőfolyadék bevezető nyílás van.
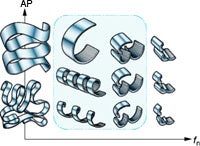
A rezgéseket befolyásoló tényezők
A rezgési hajlam csökkentése érdekében:
- Válasszon nagy elhelyezési szöget és pozitív homlokszöget.
- Használjon nagy csúcssugarat és csúcsszöget.
- Használjon pozitív makrogeometriát.
- Kísérje figyelemmel a kopásmintát és az ER-kialakítást a mikrogeometrián.
- A fogásmélységnek a csúcssugárnál nagyobbnak kell lennie.
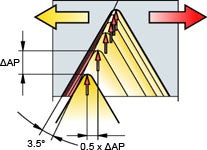
A kisebb sugárirányú erő kisebb sugárirányú kihajlást okoz és kisebb rezgést. A legjobb eredmények eléréséhez válasszon a csúcssugárnál nagyobb sugárirányú fogásmélységet 90°-os elhelyezési szögnél (0° élhelyzet szög). Ha a sugárirányú fogásmélység kisebb, 45°-os elhelyezési szög ad ugyanilyen eredményt.
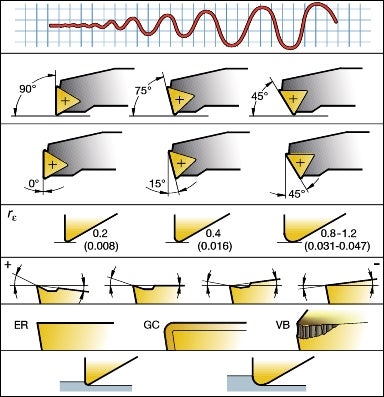 | Rezgési hajlam |
| Elhelyezési szög | |
| Élhelyzet szög | |
| Csúcssugár és csúcsszög, mm (col) | |
| Makrogeometria | |
| Mikrogeometria | |
| Fogásmélység a csúcssugárhoz viszonyítva |
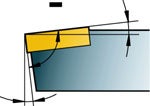
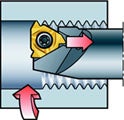
Vegye figyelembe, hogy az erők irányának átalakulása csökkentheti a kihajlást:
- Az elhelyezési szög 90°-hoz lehető legközelebbi értéke (élhelyzet szög 0°) maximalizálja az előtolási erőnek a munkadarabról tengelyirányba ható részét. A tengelyirányba ható erő a szerszámon kisebb kihajlást okoz, mint ugyanakkora sugárirányú erő.
- Belső esztergálásnál az elhelyezési szög soha ne legyen 75°-nál kisebb (élhelyzet szög 15°).
- Minél pozitívabb a homlokszög, annál kisebb forgácsolási erők szükségesek a munkadarab forgácsolásához. A kisebb forgácsolási erő kisebb kihajlást okoz.
- A kisebb sugárirányú erő kisebb sugárirányú kihajlást eredményez.
 |  | |
 |  | |
| Az erő iránya: főleg tengelyirányú | Az erő iránya: tengelyirányú és sugárirányú is | |
 | 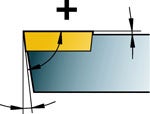 | |
| A negatív homlokszög növeli a forgácsolási erőket. | A pozitív homlokszög kisebb forgácsolási erőket kelt. |
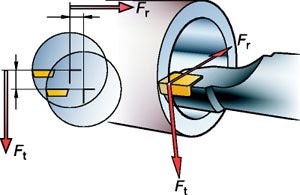
F
t
= érintőirányú és Fr = sugárirányú erő
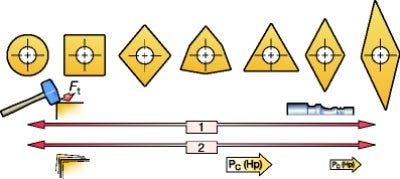
Lapka csúcsszöge
A lapka alakját az elhelyezési szög és a szerszám számára rendelkezésre álló hely ismeretében kell megválasztani. Mindig válassza a lehető legkisebb csúcssugarat a rezgési hajlam csökkentése érdekében. A csúcsszög két szempont szerint határozható meg:
- A kis lapka csúcsszög javítja a szerszám stabilitását, megfelelő a hézag a hátsó felületnél és kicsik a forgácsterület változásai, ha a szerszám sugárirányban rezegni kezd.
- A nagy lapka csúcsszög javítja a lapka teherbírását és megbízhatóságát, de nagyobb gépteljesítményre van szükség, mert szélesebb él vesz részt a forgácsolásban.

Pozitív geometria
A pozitív geometriák és pozitív homlokszögek kisebb forgácsolási erőket keltenek és kisebb szerszámkihajlást okoznak. Ezért a lehető legpozitívabb geometriát válassza, a forgácsolási adatoknak megfelelő forgácstörővel. Ez csökkentheti a kopásállóságot, az él teherbírását és ronthatja a forgácskezelést is, de ellensúlyozza mindezt a rezgés kézben tarthatósága.

Wiper lapkák
Amikor a rezgések elkerülése a feladat, a választás általában nem a Wiper-lapkákra esik, mert a nagy forgácsolási erők és a sugárirányú kihajlás nehezen kezelhető. Ám nagyon stabil körülmények között a Wiper-lapkák előnyösek lehetnek a felület minősége és a nagyobb forgácsolási adat miatt.

ÉllekerekítésKis mértékű éllekerekítés (ER) kisebb forgácsolási erőket eredményez, minden irányban. Ez megkönnyíti a forgácsolást és a szerszám kihajlása is kisebb. A lapkák éllekerekítése csekélyebb a közvetlenül préselt lapkákénál. Ez igaz a bevonat nélküli és a vékony bevonatú lapkákra is. |  |
 |  |  | ||
| M = közvetlenül préselt lapkák | G = köszörült lapka, az ER általában kisebb | E = köszörült lapka szigorúbb tűréshez, éles él |
Forgácsolási adatok
Túlzottan kopott (pl. hátkopás) lapka használata nem ajánlatos, mivel rezgést okozhat a szerszám és az alkatrész fala közötti hézag lecsökkenése.
 |  |
 |
Forgácsolási sebesség, vc
A megfelelő forgácsolási sebesség megakadályozza az élrátét képződését, befolyásolva ezzel a felület finomságát, a forgácsolási erőket és a szerszám élettartamát.
- A túlzott forgácsolási sebesség hátkopáshoz vezet, csökkenti a biztonságot és a megbízhatóságot a lehetséges forgácstorlódás, elégtelen forgácseltávolítás és lapkatörés miatt, különösen mély üregek megmunkálásakor.
- A túl kis forgácsolási sebesség élrátét képződéséhez vezet.
- Az egyenetlen kopási minta csökkenti a szerszám élettartamát, rontja a felület finomságát, tehát érdemes figyelni rá.
- A munkadarab anyaga fontos szempont a forgácsolási sebesség megválasztásakor.
Fogásmélység, ap és előtolás, fn
ap és fn kombinációja fontos a lehető legjobb forgácsterület eléréséhez. Két alapszabály:
- ap legyen nagyobb a csúcssugárnál.
- fn legalább 25%-a legyen a csúcssugárnak, attól függően, milyen minőségű felületre van szükség.
Ha rezgést tapasztal nagy kinyúlásnál, az első megfontolandó megoldás az előtolás növelése, a második a forgácsolási sebesség megváltoztatása. A legjobb megoldás általában a forgácsolási sebesség növelésével érhető el.
Forgácsterület
- Ha túl nagy a forgácsterület, túl nagyok a forgácsolási erők.
- Ha a forgácsterület túl kicsi, a szerszám és a munkadarab közötti súrlódás túl nagy, dörzsölési jelenség állhat elő.
Tippek és javaslatok
Csökkentse a rezgés veszélyét a lehető legnagyobb rúdátmérő és legkisebb kinyúlás választásával. Ne használjon az ajánlott befogási hossznál, 4 x BD, kisebbet.
A 10 x BD fölötti CR fúrórudak levágása nem megengedett. 570-4C rudak a csillapító mechanizmus feletti befogása megengedett, de nem megengedett 3C rudak esetén. Az 570-3C rövid változatú rúd minimális hosszra vágásakor a befogási hossz nem haladhatja meg a 3 x BD-t, nehogy a befogás a csillapító mechanizmus fölé kerüljön. Az 570-3C rudakat ne vágja le >100 mm (3.94 col) átmérőnél.
Szabványos rudak módosítása
| Rúdátmérő | L, min hossz levágás után | |
| BD | Rövid forma 4–7 × BD | Hosszú forma 7–10 × BD |
| mm | mm | mm |
| 16 | 100 | 155 |
| 20 | 125 | 200 |
| 25 | 155 | 255 |
| 32 | 190 | 320 |
| 40 | 240 | 410 |
| 50 | 305 | 520 |
| 60 | 380 | 630 |
| 80 | 630 | 630 |
| 100 | 770 | 770 |
Min. 4 x BD befogási hosszt javasolunk.
| Rúdátmérő | L, min hossz levágás után | |
| BD | Rövid forma 4–7 × BD | Hosszú forma 7–10 × BD |
| col | col | col |
| 0.625 | 4 | 7 |
| 0.750 | 5 | 8 |
| 1.000 | 7 | 11 |
| 1.250 | 8 | 13 |
| 1.500 | 10 | 17 |
| 1.750 | 10.4 | 18 |
| 2.000 | 12 | 21 |
| 2.500 | 15 | 25 |
| 3.000 | 20 | 20 |
| 4.000 | 30.3 | 30.3 |
Min. 4 x BD befogási hosszt javasolunk.
A rúdon két vonal jelöli a kinyúlás minimális és maximális mértékét. A kinyúlásnak ebben a tartományban kell lennie. Ha a kinyúlás ezen a tartományon kívül van, nincs garancia a csillapítás jó működésére.
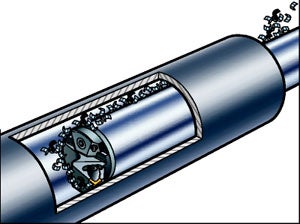
Forgácseltávolítás
A legjobb forgácseltávolítás biztosítása érdekében használjon szerszámtartót beépített hűtőfolyadék rendszerrel és olyan lapkageometriát, mely rövid, spirális forgácsot képez. Ha a forgács eltávolítása nem megfelelő, növelje a hűtőfolyadék mennyiségét, változtassa meg a lapkageometriát vagy növelje a forgácsolási sebességet, hogy rövidebb legyen a forgács.
Megoldás lehet más szerszámpálya választása is. A fejjel lefelé
forgácsoló egységek jobb forgácseltávolítást tesznek lehetővé.
Biztosítson elegendő helyet a szár és a furat között a forgács eltávolításához. Ha nem, a szerszám nekinyomja a forgácsokat a felületnek, és károsíthatja a szerszámtestet is.
 |  |
A fúvókák beállítása
A kiáramló hűtőfolyadék mennyiségét hatszögű kulccsal lehet szabályozni. SL Quick Change fejeknél ugyanezzel a kulccsal lehet a fúvókák irányát beállítani.
Wiper lapkák
Nagyon stabil körülmények között a wiper lapkák finomabb felület és nagyobb termelékenység eléréséhez vezethetnek. A wiperek alkalmazásakor általában ajánlatos az előtolás növelése és kisebb csúcssugár választása.
Belső menetvágás
A rezgés csökkentésére alkalmazza a következőket:
- Használjon módosított menetoldal irányú fogásvételt.
- Az előtolás fogásonként ne haladja meg a 0,2 mm-t (0.0078 col) és ne legyen kevesebb 0,06 mm-nél (0.0024 col).
- Az utolsó fogás előtolásának mértékét csökkentse.
- Éles geometriával csökkentse a legkisebbre a forgácsolási erőket.
A legjobb forgácseltávolításért:
- A módosított menetoldal irányú fogásvétellel irányítsa a spirális forgácsot a furat nyílása felé.
- Stabil körülmények között válasszon bentről kifelé előtolási irányt. Válasszon bal vagy jobb hátoldalt a forgács áramlásának irányítására.
- Használjon hűtőfolyadékot a jó forgácseltávolításért.
| Forgács iránya | Előtolás iránya | ||
 |  | ||
| Az előtolás iránya bentről kifelé | A módosított menetoldal irányú fogásvétel a forgácsot a furatból kifelé irányítja |
Belső beszúrás és profilmegmunkálás
A rezgés csökkentésére alkalmazza a következőket:
- A rezgések elkerüléséhez a legkisebb kinyúlást kell választani a legkönnyebb forgácsolási geometriával.
- Használjon kisebb lapkát több forgácsolási lépésben egy helyett.
- Kívülről kezdve, átfedésben lévő fogásokkal biztosítsa a megfelelő forgácseltávolítást.
- A simítást oldalesztergálási mozgással végezheti. Kezdjen belül
és esztergáljon kifelé - Mélyítéssel javul a forgács irányítása és csökkenhet a rezgés.
- Használjon jobbkezes és balkezes kialakítású lapkákat nagyolásnál a forgács megfelelő irányítására.
Általános felépítés
A hagyományos használatakor a forgácsolási erők a lapkát lefelé nyomják.
Alternatív felépítés
A rúd fejjel lefelé mozgatása megfordítja a forgácsolási erők irányát, így nő a stabilitás és javul a forgácseltávolítás. E módszer használatát jól meg kell fontolni, még kis átmérők esetén is. Ha a forgácsolás megszakítása miatt a forgácsolási erő nullára csökken, a rúd a munkadarabra üt forgási irányban, és olyan nagy erő ébredhet, mely megrongálhatja a szerszámot és a munkadarabot is.
Kezelés
Évente legalább egyszer kenje az alkatrészeket olajjal. A csavarokat is kenni kell szükség esetén. Cserélje ki a kopott vagy elhasználódott csavarokat és alátéteket.
A csillapított rudak könnyen deformálódnak, mivel kicsi a falvastagságuk. A rudak szerelésnél figyeljen a megfelelő elhelyezésre. A Silent Tools termékek befogását mindig ellenőrizze munka előtt. Használjon nyomatékkulcsot a megfelelő csavarmeghúzás biztosításához.
Összefoglaló: A rezgés kiküszöbölésének eszközei
Statikus merevség növelése
- Ellenőrizze a befogást és az elrendezést.
- Használjon Coromant Capto vagy hasított tartót.
- Legyen a kinyúlás minimális és a szerszámátmérő maximális.
- Megerősített anyag (fúrórúd) használata
A dinamikus merevség növelése
- Kis lapka csúcsszög
- Használjon csillapított szerszámokat.
- A forgácsolószerszám elején lévő súlynak a lehető legkisebbnek kell lennie.
Forgácsoló erők csökkentése
- Válasszon pozitív forgácsolási szöget.
- Használjon pozitív lapkageometriát és kis ER-t.
Kihajlás megakadályozása
- A forgácsoló erők irányát változtassa radiálisról axiálisra.
- Legyen az elhelyezési szög 90°-hoz (élhelyzet szög 0°) közel.
- Legyen a fogásmélység nagyobb a csúcssugárnál.
A forgács megfelelő eltávolítása
- Növelje a hűtőközeg mennyiségét.
- Gondoskodjon megfelelő hézagról a munkadarab és a szerszám között.
- Ellenőrizze a forgács távozását.
Figyelem!
Ne terhelje túl a csillapított fúrórudat. A legnagyobb terhelés jelzését megtalálja a terméken, de használhatja a www.sandvik.coromant.com/calculators címen elérhető kalkulátort is a számításhoz.
