
Kiesztergálás
Termékek áttekintése
A Sandvik Coromant csillapított furatkiesztergáló szerszámokat kínál nagyoló és simító furatkiesztergáláshoz. A csatlakozóelemek a Coromant Capto csatlakozással készülnek a lehető legjobb befogás és a használhatóság változatossága érdekében. Ez egyedülálló rugalmasságot és modularitást biztosít a kívánt szerszámszerelvények összeállításához. A Coromant Capto alaptartók rendelkezésre állnak a gyakori gépi csatlakozó felületekkel.
A Silent Tools simító és nagyoló furatkiesztergáló szerszámok növelik a termelékenységet és pontosabb megmunkálást tesznek lehetővé, amikor a hossz a furatátmérő 3–10-szerese. A Silent Tools használatával a fogásmélység megkétszerezhető. A belső hűtőfolyadék vezetés gondoskodik róla, hogy a vízsugár pontosan a forgácsolás helyére jusson.
Hosszabbító és csökkentő csatlakozóelemeket lehet csillapított furatkiesztergáló szerszámokon használni, de a szerszám sosem lesz optimális. Habár a csillapított szerszám hosszabbítóval és csökkentővel még mindig jobb, mint a csillapítatlan.
Fúrórúd csatlakozóelem átmérő, DC
col
mm
| Egyedi tervezésű termékek |
CoroBore 825 ® Beépített csillapított furatesztergáló szerszám (825) 1 lapkával, Coromant Capto |
DuoBore ™ Beépített csillapított furatesztergáló szerszám 2 lapkával, Coromant Capto |
| Nagyoló furatesztergálás | Finom kiesztergálás | |
Furattartomány Ø 25-150 mm (0.984-5.906 col) | Furattartomány Ø 23-167 mm (0.906-6.575 col) | Furattartomány Ø 150-315 mm (5.906-12.402 col ) |
Csillapított DuoBore
™ |
Csillapított CoroBore
® 825 | |
 |  |  |
| Coromant Capto® hátsó csatlakozás Átmenő hűtőközeg |
 |
| 6 x DC (23.6–27.6 col) |
| IT9 |
| Belső |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Belső |
| 0,002 mm (0.000079 col) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
A finom kiesztergáló fej sugárirányú beállítása:
|  |
®A CoroBore 825 használata
| Beállítási példa: Ebben a példában a kék vonal a referencia a skálázott tárcsán, mert ez illeszkedik a nóniuszskálához a kiinduló helyzetben. | 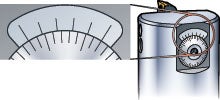 |
| Kiinduló helyzet | Beállított helyzet |
 | |
Ha a skála tárcsát az óramutató járásával megegyező irányban addig forgatja, míg a skála vonala (piros) találkozik a nóniuszskála második (zöld) vonalával, az átmérő 0,002 mm-rel (0.00008“) nő. | |
 | |
Ha a skála tárcsát az óramutató járásával megegyező irányban addig forgatja, míg a skála vonala (piros) találkozik a nóniuszskála harmadik (zöld) vonalával, az átmérő 0,004 mm-rel (0.00016“) nő. | |
 | |
Ha a skála tárcsát az óramutató járásával megegyező irányban addig forgatja, míg a skála vonala (piros) találkozik a nóniuszskála negyedik (zöld) vonalával, az átmérő 0,006 mm-rel (0.00024“) nő. | |
 | |
Ha a skála tárcsát az óramutató járásával megegyező irányban addig forgatja, míg a skála vonala (piros) találkozik a nóniuszskála ötödik (zöld) vonalával, az átmérő 0,008 mm-rel (0.00032“) nő. | |
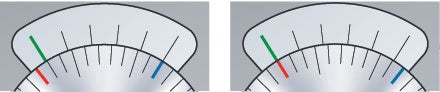 | |
Ha a skála tárcsát az óramutató járásával megegyező irányban addig forgatja, míg a skála vonala (piros) találkozik a nóniuszskála hatodik (zöld) vonalával, az átmérő 0,010 mm-rel (0.0004“) nő, ez egyenlő skálaosztással . |
Fő szempontok
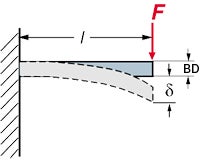
A Silent Tools furatkiesztergáló szerszámok a furatátmérő hatszorosának megfelelő mélységig használhatók. Ha mélyebb furatra van szükség, kérjen egyedi megoldást.
Ajánljuk a Silent szerszámok használatát hosszú kinyúlást igénylő megmunkálásokhoz, a furatátmérő négyszerese felett.
A szerszám kinyúlása és a szerszámátmérő
|  |
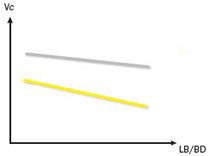 |   | -PR - WM | 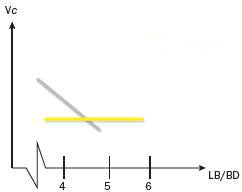 | | Hagyományos Csillapított csatlakozóelem |
| A forgácsolási sebesség és a kinyúlás összefüggése különböző geometriáknál | A forgácsolási sebesség és a kinyúlás összefüggése hagyományos és csillapított csatlakozóelemnél |
Lapkaalak és elhelyezési szög/élhelyzet szög
Használjon 90° (0°) elhelyezési szöget nagyoláshoz és 92° (-2°)-ost simításhoz. A kisebb sugárirányú erő kisebb sugárirányú kihajlást és kisebb rezgést eredményez. A háromszög alakú (T-style) lapkák a legalkalmasabbak a furatesztergálási műveletekhez. A CoroTurn® 107 váltólapkák megfelelnek ezeknek a követelményeknek, elsősorban ezeket ajánljuk.
Csúcssugár
A lapka csúcssugara, RE, kulcsfontosságú a furatesztergálási műveletek esetén. A csúcssugár kiválasztása függ a következőktől:
- Fogásmélység, ap
- Előtolás, fn
és befolyásolja az alábbiakat:
- Felületi minőség
- Forgácstörés
- Lapkaszilárdság
Kis csúcssugár
- Ideális kis fogásmélységhez
- Csökkenti a vibrációt
- Kisebb a lapkaszilárdság
Nagy csúcssugár
- Nagy előtolási sebességek
- Nagy fogásmélység
- Erősebb él
- Nagyobb radiális erők
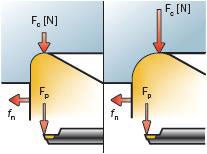
Csúcssugár a fogásmélység függvényében
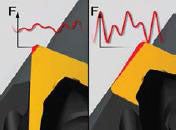
A sugárirányú erők, melyek a lapkát elnyomják a forgácsolási felülettől, inkább tengelyirányúvá válnak a fogásmélység növelésével. A csúcssugár hatással van a forgácsképződésre is. Általában a forgácstörés jobb, ha kisebb a sugár. Általános ökölszabály, hogy a fogásmélység legyen legalább a csúcssugár 2/3-a vagy az előtolás irányában a csúcssugár fele.
Az előtolás kezdőértékei a csúcssugár függvényében
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| Az erő főleg tengelyirányú | Az erő tengely- és sugárirányú |
Nagyoló furatkiesztergálás

Termelékeny kiesztergálás
| Két forgácsolóél használatos a furatok nagyoló műveleteihez, IT9 vagy nagyobb tűréssel, ahol a fémeltávolítási sebesség az elsődleges. Az előtolási sebességet az előtolás és a lapkák számának szorzata adja. (fn=fz x) |  Termelékeny furatkiesztergálás |
Lépcsős fúrás
| Az egyik szán alatti alátétlapka miatt a lapka csak a belső felét fogja a kívánt radiális forgácsolásnak elvégezni, így lépcsős fúrószerszámot kapunk. Válassza ezt a módszert annál nagyobb méret radiális forgácsolásához, mint amekkorát egy lapkával lehetne végezni, de csökkentse a tengelyirányú előtolást egylapkás szerszámnak megfelelőre. Ha a két lapka ugyanakkora radiális fogásmélységre van beállítva, a külső nagyobb forgácsolóerőt fog viselni, mert nagyobb a sebesség és több a leválasztott forgács. Ennek helyes kivitelezésekor a rezgés könnyen kiküszöbölhető és a felület simasága biztosítható. Ez az elrendezés lépcsőt eredményez, ha nem halad át a munkadarabon. Az előtolási sebesség és a simaság olyan, mint egy lapka használatával lenne (fn=fz). IT9 vagy szigorúbb tűrésű furat hozható létre. | 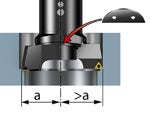 Lépcsős furatkiesztergálás |
Egyélű kiesztergálás
Egyélű kiesztergálás akkor érdemes választatni, ha:
IT9 vagy szigorúbb tűrésű furat hozható létre. | 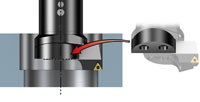 Egyélű furatesztergálás |
Simító furatkiesztergálás

A rezgéseket befolyásoló tényezők
A rezgés csökkentése érdelében válasszon pozitív forgácsolási élgeometriájú és kis csúcssugarú könnyű lapkát. A T-típusú lapkák a legalkalmasabbak a furatkiesztergálásra.
| Fokozott rezgési hajlam | – Nagy előtolás – Nagy fogásmélység – Nagy élbiztonság |
 |  |
| Kisebb rezgési hajlam | – Ideális kis fogásmélységhez – Csökkenti a rezgést |
A rezgést befolyásoló egyéb tényezőkről olvashat, ha ide kattint.
- Lapka csúcsszöge
- Pozitív geometria
- Wiper lapkák
- Éllekerekítés
- Forgácsolási adatok és forgácsolási sebesség.
Tippek és javaslatok
- Válassza a lehető legnagyobb szerszám átmérőt a lehető legrövidebb alap szerszámtartóval.
- Az elhelyezési szög 90 fokhoz közeli legyen, hogy nagyobb tengelyirányú forgácsoló erő és kisebb sugárirányú/érintőirányú erő ébredjen.
- A kis csúcssugár ideális kis fogásmélységhez és a rezgési kockázat csökkentéséhez. A nagyobb csúcssugarak élbiztonsága is nagyobb, így lehetővé teszik a nagy előtolásokat és fogásmélységeket. Minél nagyobb a csúcssugár, annál nagyobb a rezgés kockázata is. Emiatt a háromszög alakú, pozitív lapkák jelentik az első választást csillapított furatkiesztergálási műveletekhez.
- Állandósult feltételek között, a nagy termelékenység és a jó minőségű felület elérése érdekében használjon wiper lapkákat.
 | | |
 | Hagyományos | |
| Csillapított csatlakozóelem | |
| Kisebb radiális erők (Fc) kisebb sugárral |
hagyományos és csillapított csatlakozóelemnél |
Szerszámszerelvény és karbantartásaHa csillapított szerszámokat használ szerelvényekben, akkor különösen oda kell figyelni arra, hogy a szerszámtestek megfelelően le legyen szorítva, hogy a csatlakozóelemek ne károsodjanak. Ezek könnyen deformálódnak, mivel kicsi a falvastagságuk.
|  |

