Marás
Termékek áttekintése
Silent Tools maró csatlakozóelemek bőséges választéka áll rendelkezésére HSK vagy moduláris Coromant Capto csatlakozással. Ha a készleten lévő adapterek egyike sem megfelelő, érdeklődjön egyedi megoldás lehetőségéről. Csatlakozóelemek fűrésztárcsához, nagy oldalazómarók és hosszú élű marók beépített csillapítókkal szintén rendelkezésére állnak az egyedi megoldások között.
Végmarók és derékszögű homlokmarók | Csillapított csatlakozóelemek homlok- és derékszögű sarokmarókhoz | |
| CoroMill® 390D | Csillapított csatlakozóelemek – Coromant Capto | Csillapított csatlakozóelemek – HSK |
 |  |  |
Hengeres szár vagy Coromant Capto hátsó csatlakozás | Coromant Capto hátsó csatlakozás (C4, C5, C6 és C8) | HSK hátsó csatlakozás (HSK 63 és HSK 100) |
Ritka, sűrű és extra sűrű fogosztás | Cserélhető forgácsolófejek széles választéka | Cserélhető forgácsolófejek széles választéka |
DC: 20-40 mm (0.787-1.575 col) | Belső hűtőfolyadék vezetés | Belső hűtőfolyadék vezetés |
| Kinyúlás: ≤ 5 x BD | BD: 40-80 mm (1.968-3.150 col) | BD: 63-100 mm (2.480-3.937 col) |
DMM: 16-32 mm (0.750-1.500 col) | DMM: 16-27 mm (0.750-1.000 col) | |
| Kinyúlás: ≤ 8 x BD | Kinyúlás: ≤ 8 x BD |
- Csillapított megoldások 20–40 mm (0.79–1.57 col) között integrált CoroMill 390 fogaskerékmarókkal rendelkezésére állnak a standard választékban.
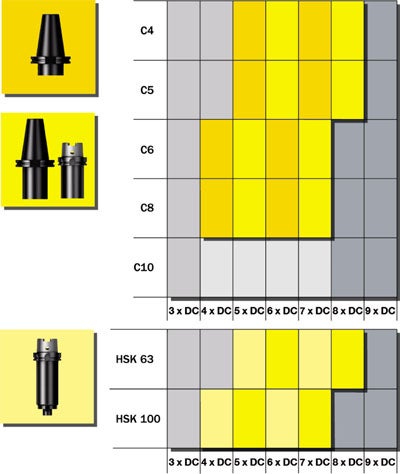
- A standard kínálatban vannak 40 mm-es (1.57 col) és nagyobb csillapított csatlakozóelemek Coromant Capto C4–C8 méretben, belső hűtőfolyadék vezetéses tüskés szereléssel. A csatlakozóelem alap szerszámtartóval kombinálva a legtöbb gépi csatlakozó felülethez alkalmas szerelt csillapított szerszám.
- HSK csatlakozással rendelkező gépekhez integrált csatlakozóelemek kaphatók, melyek összeszerelhetők Sandvik Coromant HSK alap szerszámtartókkal.
- Az MSSC szerszámtartó csatlakozóelemek szintén a standard program részét képezik.
| Csatlakozóelem átmérő, BD | |||
| col | mm | ||
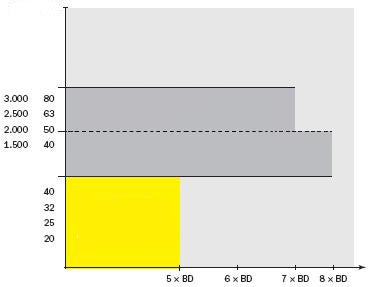 | Kinyúlás LU/BD |
 | Egyedi tervezésű termékek |
 | Coromant Capto® & HSK csatlakozóelemek forgó szerszámokhoz Csillapított csatlakozóelem homlokmaróhoz és derékszögű lépcsős homlokmaróhoz |
 | CoroMill® 390D szármaró és derékszögű lépcsős homlokmaró |
CoroMill® 390D – alkalmazási terület
A CoroMill 390D ténylegesen növeli a termelékenységet hosszú és vékony szerszámok esetén, függőleges és vízszintes gépeknél egyaránt. A marók alakja jó hozzáférést biztosít, ugyanakkor hatékonyságot, amikor a megmunkálás a tokmány közelében folyik multi-task gépeken.
A programba tartozik a Coromant Capto C6, C5 méret és a 20, 25 és 32 mm (0.79, 0.94 és 1.26 col) átmérőjű hengeres szár, mely 3-5-szörös forgácsolási átmérőhöz viszonyított hozzáférést biztosít.
- Nagy stabilitás
- Alap szerszámtartók bőséges választéka
- Legjobb választás, ha a hozzáférés követelmény
- Nagy stabilitás
- Alap szerszámtartók bőséges választéka
- Integrált multi-task főorsók
- Legjobb választás, ha a hozzáférés követelmény
- Coromant Capto® C5
- Coromant Capto® C6
- Hengeres szárak
- CoroChuck™ 930 a maró pontos tartására
- Patron tokmányok
Rövid és hosszú alap szerszámtartók
Tüskés szereléssel a csatlakozóelemen és az alap szerszámtartón, különböző hosszakban, a legtöbb célra 8 x BD hosszig áll rendelkezésére. 8 x BD feletti kinyúláshoz vagy más, különleges követelmény esetén, legjobb az egyedi tervezésű megoldásokat megismernie.
| Csillapítatlan/Tömör |  |
Egyedi megoldás |
Csillapított csatlakozóelemek homlok- és derékszögű sarokmarókhoz
- Cx-391.05CD
- 392.41005CD
Fő szempontok
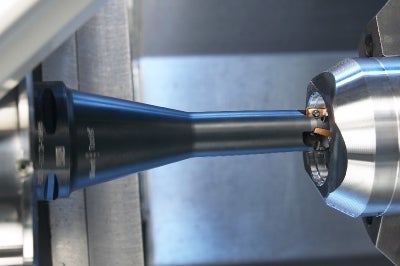
A munka forgó szerszámmal különbözik az esztergálástól, ahol a fúrórúd szilárd szerszámoszlopon van, mégis a sikeres munka feltételei hasonlóak.
|  |
Rezgés csökkentése
A munkadarab elhelyezése és a gép stabilitása fontos szempont a rezgés csökkentésekor.
Munkadarab
- Rögzítse a munkadarabot a legcélszerűbb módon, hogy a rögzítés elviselje a munka közben fellépő forgácsolási erőket.
- Olyan marási módot és elhelyezési szöget válasszon, mellyel az ébredő forgácsolási erők a munkadarab legstabilabb irányába hatnak.
- Olyan megmunkálási stratégiát és irányt alkalmazzon, mellyel a lehető legstabilabb forgácsolási feltételek érhetők el.
Gép
- A szerszámgép állapota jelentős befolyással bírhat a rezgések kialakulására. Az orsócsapágy vagy az előtolási mechanizmus túlzott kopása gyenge minőségű megmunkáláshoz vezet.
Minden Silent Tools csillapított csatlakozóelem különböző kinyúláshoz való, csillapításuk hangolása is különböző. A legjobb eredményt az optimális hossz kiválasztása adja, nem pedig a hosszabbító csatlakozóelemek használata. Ha a furatátmérő 7–8-szorosánál mélyebb furatra van szükség, rendeljen egyedi gyártású csatlakozóelemet.
Használjon csillapított csatlakozóelemeket az optimális eredmény eléréséhez! |
Programozási útmutatók
Általános szabály a homlokmarásnál, hogy a fogaskerékmaró folyamatosan dolgozzon, több hosszanti menet helyett. Ezzel csökkenteni lehet a be- és kilépések számát, amivel megkíméljük a lapkákat a káros terhelésektől, melyek rezgést okozhatnának.
 |  |
| Fogásba gördülés | Tartsa a marószerszámot folyamatosan fogásban. |
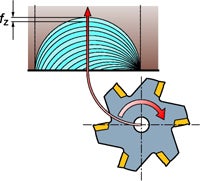
Fogásba gördülés
Gördítse a szerszámot a fogásba jobbra forgással, hogy vékony, a kilépésnél nullához közelítő forgácsot kapjon. Ez a módszer megszünteti a rezgési hajlamot, melynek forrása a kilépésnél
vastag forgácsot eredményező módszer lehet.
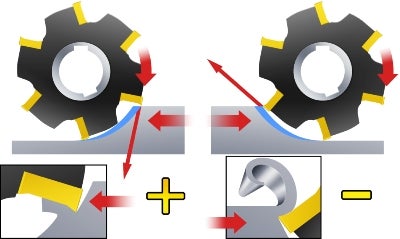
Marási irány
Az egyenirányú marás a legjobb választás a legtöbb marási műveletnél. Bizonyos esetekben az ellenirányú marás a jó megoldás, amikor a gép teljesítménye elégtelen vagy a munkadarab nagyon rugalmas. Tudnia kell azonban, hogy a forgácsolási erő ellenirányú maráskor emeli a munkadarabot. Ezt a munkadarab befogásánál ellensúlyozni kell.
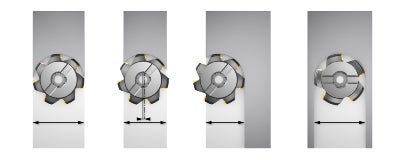
Helyzet és átmérő
A homlokmaró átmérője 20-50%-kal legyen nagyobb a forgácsolási szélességnél és a marónak a középponttól kissé eltolva kell lennie. Ne pozicionálja a marószerszámot pontosan középre.
Amikor a maró átmérője kisebb a munkadarabnál, a megmunkálás szélessége a maró átmérőjének legfeljebb 60-70%-a legyen.
Teljes horonymaráskor a dolgozó lapkák számát a rezgés elkerülése érdekében csökkentetni kell.
A rezgéseket befolyásoló tényezők
A rezgésre négy tényező van nagyobb hatással:
- Elhelyezési/élhelyzet szög és a forgácsolási erők
- A radiális fogásmélységhez viszonyított maróátmérő
- Lapkageometria
- Maró fogosztása
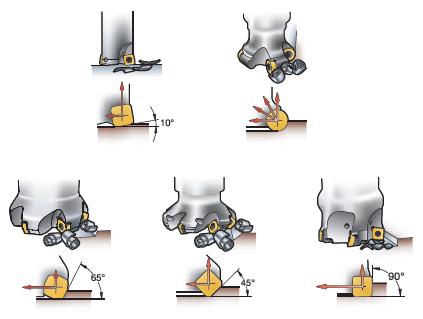
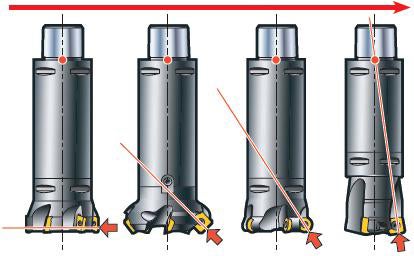
Elhelyezési szög
Az elhelyezési szög fontos, mivel meghatározza a forgácsolási erők irányát. Minél nagyobb a kappa szög (KAPR), annál nagyobbak a sugárirányú forgácsolási erők. A megmunkálásnak és alkalmazásnak megfelelő marási módszert válasszon.
Amikor a sugárirányú forgácsolási erők növekszenek, akkor mutatkoznak meg a csillapított és nem csillapított szerszámok közötti alkalmassági különbségek.
Kis elhelyezési szöggel és kisebb kinyúlással érhető el a legnagyobb fogásmélység rezgés bekövetkezése nélkül.
Növekvő szerszámstabilitás | |||
 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
A radiális fogásmélységhez viszonyított maróátmérő
Kisebb szerszámátmérő kisebb teljesítményt és nyomatékot igényel, és kisebbek a hajlító forgácsolási erők is. A fogaskerékmaró átmérője és a radiális fogásvétel arányának kisebbnek kell maradnia minden határértéknél.
Lapkageometria
A forgácsoló szerszám geometriájának könnyűnek vagy közepesnek kell lennie.
Silent szerszámok határai
A magas hőmérséklet megváltoztathatja a csillapítórendszer viselkedését. Használjon léghűtést vagy belső hűtőfolyadék vezetést, ha lehet. A szélsőséges n (fordulatszám) szintén ronthatja a csillapítás működését.
Maró fogosztása
Amikor több lapka érintkezik az anyaggal, a rezgés veszélye megnövekszik. Azonban, amíg a kritikus, rezgést kiváltó fogásmélységnél kisebbel dolgozik, több lapka termelékenyebb. Keresse meg azt a radiális fogásvételt és maró fogosztást, mely legjobban teljesít. A legtöbb esetben a ritka fogosztású csillapított szerszám a legjobb választás termelékeny megmunkáláshoz.
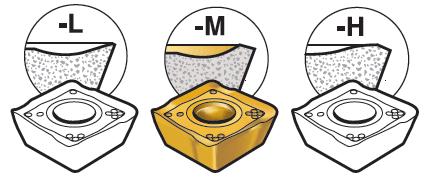
Differenciált fogosztású maróA harmonikus erők rezgést okoznak, ezért a marók egyenetlen fogosztása hatékonyan csökkenti a rezgést. Megtöri a harmonikus erőket, így növeli a stabilitást, és különösen hasznos nagy ae és kinyúlás esetén. | 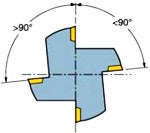 |
| Ritka fogosztás -L | Sűrű fogosztás -M | Extra sűrű fogosztás -H | ||
 |  |  | ||
| Differenciált fogosztású maró kevesebb lapkával Jó választás instabil műveletekhez a legkisebb forgácsoló erők miatt. | Egyenletes vagy egyenetlen fogosztású maró, a koncepciótól függően, közepes számú lapkával Jó választás nagyoláshoz stabil feltételek mellett. | Egyenletes fogosztású maró, a legtöbb lapkával Jó választás nagy termelékenységhez kis ae-vel (egynél több él érintkezik). |
Tippek és javaslatok
Lapkaminőségek és geometriák
Válasszon kis éllekerekítést (ER). Váltson vastag bevonat helyett vékony bevonatra. Szükség esetén használjon bevonat nélküli lapkát. Használjon éles lapkákat forgácskialakítási képességgel.
Elhelyezési szög
Minél kisebb az elhelyezési szög, annál vékonyabb a forgács és annál messzebb terjed a forgácsoló él mentén. Ez nagyobb fogankénti előtolást enged meg. Kisebb elhelyezési szög a forgácsolási erőt inkább a tengely irányába irányítja, így csökkenti a rezgés veszélyét.
Maró fogosztása
A legtöbb esetben a ritka fogosztású csillapított szerszám a legjobb választás termelékeny megmunkáláshoz. Válasszon ritka fogosztású marót mellyel lassulnak a forgácsolási erő irányváltozásai. A lapkák számának csökkentése gyakran lehetővé teszi az axiális fogásmélység jelentős növelését.
Fogankénti előtolás
A nagyobb fogankénti előtolás állandó előfeszítést okozhat a gép főorsójánál, így mérsékelheti a csapágyak kotyogásának hatását.
Törekedjen maximális Q elérésére
Válasszon lehetőleg 60% és 80% közötti ae értéket a kezdéshez. Q maximalizálása érdekében csökkentse a lapkák számát. Ez teljes horony forgácsolásánál különösen fontos.
Forgácseltávolítás
Használjon sűrített levegőt a forgács újradarabolásának megakadályozására. Különösen fontos mély üreg marásakor. A ritka fogosztású marónál nagyobb hely marad a forgács távozására.
Be- és kilépés
Kerülje az olyan helyzeteket, amikor a középvonal vagy a marószerszám a munkadarab szélével egy vonalba esik. Ilyen helyzetekben a lapka akkor hagyja abba a forgácsolást, amikor a forgács a legvastagabb, ami nagy rázkódást eredményez ki- és belépéskor.