
CoroMill 490
Első számú választás általános és ismételt derékszögű sarokmaráshoz

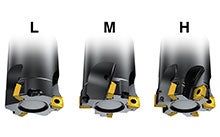
Válassza ki a megfelelő lapkageometriát
Könnyű (-L) Közepes (-M) Nehéz (-H)
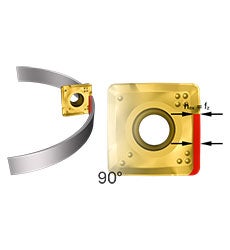
A megfelelő menetemelkedés kiválasztása
Feltétlenül fontos figyelembe venni a fogosztást (a forgácsolóélek közötti távolságot), amikor kiválasztja az effektív forgácsolóélek legjobb értékét zc.
További információk

Válassza ki a megfelelő szerszámtartót
A szerszám befogásának minősége nagy hatással van a marás eredményére. Minél nagyobb a fogásmélység, annál fontosabb a csatlakozóelem mérete és stabilitása, mivel homlokmarók használata esetén figyelembe kell venni a radiális erőket, különösen igaz ez hosszú élű marószerszámok esetén.
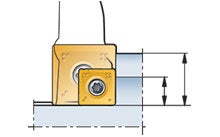
Fogásmélység
Lapkaméret 08 Lapkaméret 14

Alkalmazási tippek

Alkalmazások ellenőrzőlistája és tippek
Mit kell figyelembe venni sarokmarás esetén? Itt hasznos tippeket és trükköket találhat.
Forgácsképzés
A sikeres forgácsképzés és forgácselvezetés kulcsfontosságú a kiváló minőségű marási műveletek esetén. Tudjon meg többet arról, hogyan képezzen tökéletes forgácsokat, és ne feledje az aranyszabályt: Vastagról vékonyra.
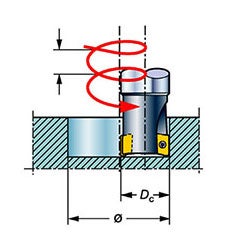
Marószerszám pozíciója
Minden egyes alkalommal, amikor egy maróél belép az anyagba, ütés jellegű terhelés éri. A sikeres marás érdekében fontos figyelembe venni a szerszámél és a megmunkálandó munkadarab anyaga közötti megfelelő érintkezést, az anyagba történő belépés és kilépés esetén egyaránt.
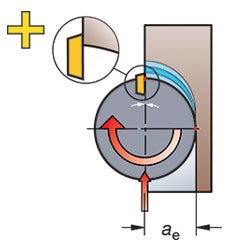
Belépés az alkatrészbe
A derékszögű sarokmarás gyakran kis radiális fogásvételt alkalmaz, ezért fontos figyelembe venni a fogankénti előtolás (fz) és a maximális forgácsvastagság kapcsolatát (hex).
A forgácsolási paraméterek kiszámítása a megfelelő hex értékkel jó forgácsolási műveletet eredményez jobb felületi minőséggel és éltartammal
Javaslatok
Marótestválasztás
●
Kedvezőtlen feltételek

L
Korlátozott stabilitás és teljesítmény
Teljes mélyhoronymarási műveletek
Legkisebb forgácsolóerők
◐
Átlagos feltételek

M
Általános célú
○
Jó feltételek

H
Rövid forgácsú anyagok
Hőálló anyagok
Élezési műveletek
Elsősorban ajánlott lapka
| Nagyolás | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Közepes | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Simítás | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649