
CoroTurn® 107
Karcsú alkatrészek belső és külső esztergálásához
Utasítások


Lapkafészek
Tisztítsa és vizsgálja meg a lapkaülékeket, keressen sérült részeket és vizsgálja meg a forgácsolóél-támaszokat is.
Alátétlapka és alátétlapka-fészkek
Ellenőrizze, hogy az alátét sarkai nem ütődtek-e le a megmunkálás vagy a kezelés során, és ügyeljen arra, hogy ne legyen élrátétképződés az alátétfészkeken.

Érintkezőfelületek
Ellenőrizze a támasztó- és az érintkezési felületeket, és gondoskodjon arról, hogy ne legyen rajtuk sérülés és szennyeződés.



Alkalmazási tippek
Karcsú alkatrészek megmunkálása
A belépési szög hatása: mindig meg kell próbálni 90/0 fok közeli szöggel dolgozni, mivel még egy kis változás is (91/-1 és 95/-5 között) hatással lesz a forgácsolóerő irányára a megmunkálás során.
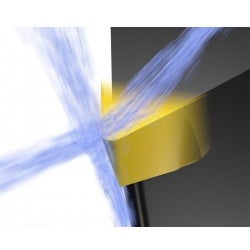
Felső és alsó hűtőközeg-hozzávezetés: mikor mit kell használni?
A nagy pontosságú felső és alsó hűtőközeg-hozzávezetés egy hatásos módszer a forgácskezelési kihívások leküzdéséhez és az éltartam növeléséhez. Ismerje meg, hogyan kell helyesen alkalmazni a hűtőközeget, és tekintse át a hűtőközegre vonatkozó egyéb hasznos ajánlásokat is, amelyek növelhetik a teljesítményt az esztergálási műveletekben.
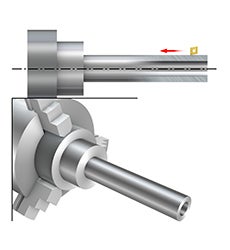
Rezgésre érzékeny alkatrészek
Javasolt a teljes fogást egy menetben elvégezni az erő tokmányra/orsóra irányításával. A belépési szög használható a forgácsolóerők irányításához. A nagyobb belépési szög az összeállításra vezeti a forgácsolóerőket, és kevesebb hajlítóerőt fejt ki az alkatrészre.
Nemlineáris esztergálás
A nemlineáris esztergálás hatékony stratégia a nehezen megmunkálható anyagok zsebmegmunkálásához. A kopási pont a forgácsolóél körül mozog, és a munkadarabba való belépéskor kisebb a rezgések kockázata. Használja a síncsatlakozós CoroTurn® 107-et a nemlineáris esztergálási műveletek optimalizálásához és a fokozott folyamatbiztonsághoz, termelékenységhez, éltartamhoz, forgácskezeléshez és a szerszámkészlet csökkentéséhez.
Ajánlások
Lapka és rendszer
Külső hosszirányú esztergálás és homlokesztergálás
| Simítás | Közepes | Nagyolás | |
| Lapkaalak | C | C | C |
| Lapkaméret | 09 | 09 | 12 |
| Belépési szög | 95° | 95° | 95° |
| Befogás | Csavar | Csavar | Csavar |
Külső profilesztergálás
| Simítás | Közepes |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Csavar | Csavar |
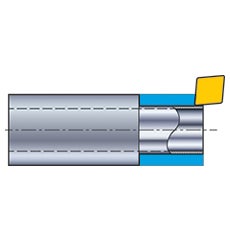
Belső hosszirányú esztergálás és homlokesztergálás
| Simítás | Közepes | |
| Lapkaalak | T | T |
| Lapkaméret | 05 | 09 |
| Belépési szög | 91° | 91° |
| Befogás | Csavar | Csavar |
| Furat Ø | 6-13 | ≥ 13,5 |
Belső profilesztergálás
| Simítás | Közepes |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Csavar | Csavar |
| ≥ 13 | ≥ 13 |
Lapkaminőség
| Megmunkálási feltételek | P | M | K | N | S | H |
| Jó | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Átlagos | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Nehéz | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Lapkageometria
| Művelet | P | M | K | N | S | H |
| Simítás | -PF | -MF | -KF | -AL | -UM | S01020 |
| Közepes | -PM | -MM | -KM | -AL | -MF | S01020 |
| Nagyolás | -PR | -MR | -KR | -AL | -MM | S02030 |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649