
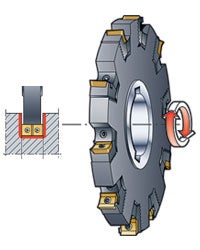
CoroMill 331
Több funkciós palást- és homlokmaró

A szélesség beállítása egy teljes palást- és homlokmaró szerszámon.Beállítások
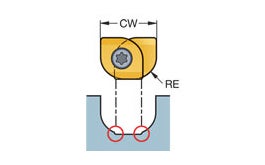
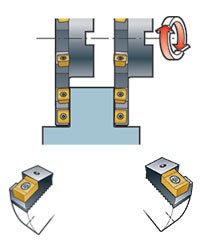
Nagy cúcssugarú lapkákkal végzett munka
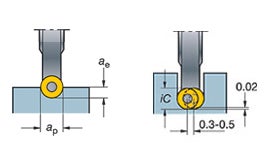
Körlapkákkal végzett munka
Az IC/2-nél mélyebb hornyok esetén a kazetták 0,5 mm-es (0,020 colos) beállítása ajánlott.



Alkalmazási tippek
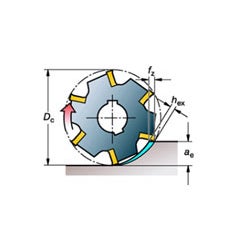
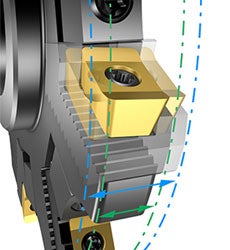
Maximális forgácsvastagság
Leszúró és beszúró marási alkalmazásokhoz a legfontosabb tényező a maximális forgácsvastagság (hex).
• A fogásvétel–maróátmérő arány mindig kevesebb mint 30%
• Ezért fontos az optimális hex használata az ae/DC arány figyelembevételével, hogy ne a túl alacsony forgácsvastagság-zónában kelljen dolgozni a munkadarab dörzsölésével a nyírás helyett
• A megfelelő hex érték jó forgácsolási műveletet eredményez jobb felületi minőséggel és éltartammal

Minőségválasztás
• Beszúrási műveletekhez elsősorban a PVD-minőségek ajánlottak
• Egyoldalas palástmarási műveletekhez elsősorban a CVD-minőségek ajánlottak

Palást- és homlokmarási ellenőrzőlista
Ezen hasznos tippeket alkalmazva a legtöbbet hozhatja ki horonymarási műveleteiből.
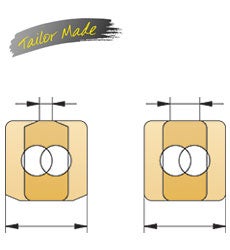
Átfedési problémák csökkentése
• Tailor Made lapkák használata csökkentett forgácsolóél-hosszúsággal
• Csökkenti a kopást az átfedési zónában
• Jobb forgácskezelés és akár 10%-kal kisebb teljesítményfelvétel
Ajánlások
Marótestválasztás
- A marószerszámokat az alkalmazási területük szerint tervezzük és nevezzük el, pl. kétoldalas oldal- és homlokmaró, egyoldalas oldal- és homlokmaró, hátsó homlokmaró stb.
- A szükséges ar-hez használja a legkisebb maróátmérőt a legjobb stabilitás érdekében
- Rögzített átmérőhöz használjon magas zn értékű marót a nagyobb termelékenység érdekében
Kétoldalas oldal- és homlokmaró
| Jobbos maró | |
| Jobbos kazetta |
|
| Balos kazetta | |
Egyoldalas oldal- és homlokmaró
| Orsóforgás jobbra | Orsóforgás balra | ||
| R stílusú maró R331.52…R R kazetta |
 |
L stílusú maró L331.52…L L kazetta |
|
| R stílusú maró R331.52…L L kazetta |
L stílusú maró L331.52…L R kazetta |
||
| R stílusú maró R331.52 |
L stílusú maró L331.52 |
||
| L stílusú maró L331.52 |
R stílusú maró R331.52 |
||
Forgácsolóél hossza
Amikor beszúráshoz kell kétoldalú palást- és homlokmarót választani, mindig ajánlott a legkisebb szélességű marószerszámot alkalmazni. A lapka átfedésének optimalizálása a legfontosabb a stabil megmunkáláshoz.
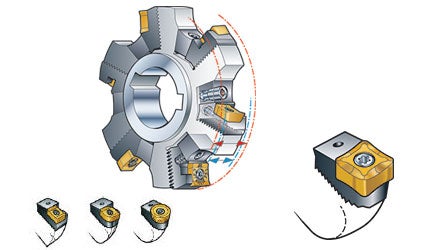
Kazetták választéka
Egyoldalas tárcsamaró
Kétoldalas tárcsamaró
Megjegyzés: A maróátmérő (DC) 3,2 mm-rel (0,126 col) nagyobb a 8-élű, négyszögletes lapkák esetén.
Elsősorban ajánlott lapka
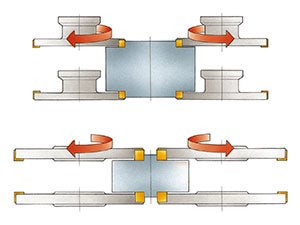
Kétoldalas palást- és homlokmarás 
| Nagyolás | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Közepes | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Simítás | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Az ajánlások száraz körülményekre vonatkoznak minden anyagcsoport esetében, kivéve az ISO S-anyagokat, ahol nedves körülmények ajánlottak. Nedves feltételek esetén válasszon PVD-bevonatos minőséget.
Egyoldalas és kettős egyoldalas palástmarás 
| Nagyolás | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Közepes | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Simítás | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Az ajánlások száraz körülményekre vonatkoznak minden anyagcsoport esetében, kivéve az ISO S-anyagokat, ahol nedves körülmények ajánlottak. Nedves feltételek esetén válasszon PVD-bevonatos minőséget.
Geometriaválaszték
| Könnyű, jó feltételek | Nehéz, rossz feltételek | ||||
|
| |||||
| Élesség | Szívósság | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Forgácsolási adatok
| Rendelési kód | ISO anyag | fz | hex | ||
| Kezdő érték | Min.–max. | Kezdő érték | Min.–max. | ||
| N331.1A-……E-L30 |
| 0,06 | (0,01‒0,08) | 0,05 | (0,01‒0,07) |
| N331.1A-……E-L50 |
| 0,09 | (0,02‒0,17) | 0,08 | (0,02‒0,15) |
| N331.1A-……E-M30 |
| 0,14 | (0,05‒0,20) | 0,12 | (0,04‒0,17) |
| N331.1A-…...x-NL |
| 0,12 | (0,01‒0,17) | 0,10 | (0,01‒0,15) |
| N331.1A-…...x-xL |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,17 | (0,06‒0,29) | 0,13 | (0,05‒0,25) |
| R/L331.1A-……H-WL |
| 0,09 | (0,02‒0,12) | 0,08 | (0,02‒0,10) |
| R/L331.1A-……H-WL |
| 0,12 | (0,05‒0,17) | 0,10 | (0,04‒0,15) |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649