
Az éltartam javítása esztergálás esetén
Esztergálás esetén a három fő megmunkálási paraméter a sebesség, az előtolás és a fogásmélység. Mindegyik befolyásolja az éltartamot. A legjobb esztergálási éltartam érdekében:
- Csökkentse a forgácsolási sebességet (vc) a hő csökkentéséhez
- Optimalizálja az előtolást (fn) a legrövidebb forgácsolási időhöz
- Optimalizálja a fogásmélységet (ap) a fogások számának csökkentéséhez
Forgácsolási sebesség, vc
Túl kicsi
- Élrátétképződés
- Élcsorbulás
- Gazdaságtalan
- Gyenge minőségű felület
Túl nagy
- Gyors hátkopás
- Gyenge felületi minőség
- Gyors kráteres kopás
- Képlékeny alakváltozás

A forgácsolási sebesség (vc) jelentős hatással van az éltartamra. Módosítsa a vc-t a leggazdaságosabb vc értékre.
(Éltartam az Y tengelyen)
Előtolási sebesség,fn
Túl kicsi
- Szálasodás
- Gyors hátkopás
- Élrátétképződés
- Gazdaságtalan
Túl nagy
- Rosszabb forgácskezelés
- Rossz felületi minőség
- Kráteres kopás/képlékeny alakváltozás
- Nagy teljesítményfelvétel
- Forgácsfelhegedés
- A forgács által okozott kiverődés
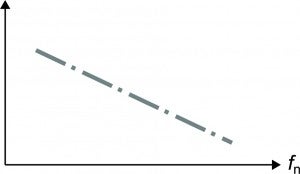
Az előtolás (fn) kisebb hatással van az éltartamra, mint a vc.
(Éltartam az Y tengelyen)
Fogásmélység, ap
Túl kicsi
- Rosszabb forgácskezelés
- Rezgés
- Túlzott hőfejlődés
- Gazdaságtalan
Túl mély
- Nagy teljesítményfelvétel
- Lapkatörés
- Nagyobb forgácsolási erők
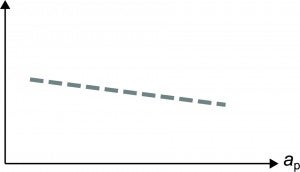
A fogásmélység (ap) kis hatással van az éltartamra.
(Éltartam az Y tengelyen)
Szerszámkarbantartás
Ha rendszeresíti a szerszámkarbantartást az üzemben, javítható az esztergálási éltartam, a problémák elkerülhetők és pénz takarítható meg.
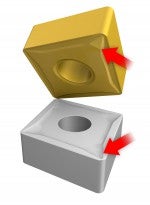
Ellenőrizze a lapkafészket
Fontos, hogy a lapkafészek ne sérülhessen meg megmunkálás vagy kezelés közben.
Figyeljen a következőkre:
- Túlméretes fészkek a kopás miatt. A lapka nem ül megfelelően a fészek oldalaiban. Egy 0,02 mm-es (0,0008 col) hézagmérővel ellenőrizze a hézagot
- A sarkokon az alátétlapka és a fészek alja között nem megengedett a hézag
- Sérült alátétlapkák. Az alátétlapkák sarka nem lehet csorbult a forgácsolási területen
- Kopás az alátétlapkán a forgácstörésből és/vagy a lapka benyomódásából


Tisztítsa meg a lapkafészket
A lapkafészek legyen mentes portól és a megmunkálásból származó fémforgácstól. Ha szükséges, tisztítsa meg a lapkafészket sűrített levegővel. Ha forgácsolófejet és kiesztergálókéseket használ, fontos ellenőrizni és megtisztítani a csatlakozást a fej és a kés között a forgácsolófej cseréjekor.
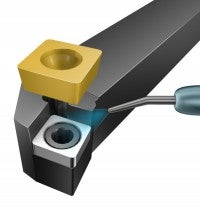

Nyomatékkulcs

A csavaros befogású szerszámtartók legjobb teljesítményének eléréséhez nyomatékkulccsal kell meghúzni a lapkát. Használja az egyes szerszámtartókhoz az ajánlott nyomatékokat.
- A túl nagy nyomaték negatívan befolyásolja a szerszám teljesítményét, és a lapka, illetve a csavar töréséhez vezethet.
- A túl kis nyomaték a lapka mozgásához, rezgésekhez és rosszabb eredményekhez vezet.
Szorítócsavarok
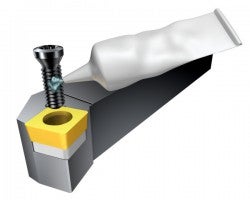
Mindig használjon nyomatékkulcsot a csavarok megfelelő meghúzásához. Használjon elegendő csavarkenést a csavar beragadásának megakadályozására. Kenőanyagot kell felvinni a csavarmenetekre és a fej felületére, ha szükséges. A kopott vagy sérült csavarokat cserélje ki.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Szerszám-összeállítás
A jó minőségű esztergálás főleg a szerszámrendszertől és a forgácsolóanyagtól függ. Kinyúlás Az... chevron_right
Hibakeresés
A lapka/forgácsolóél gondos vizsgálata a megmunkálás után segít optimalizálni az... chevron_right
Hibakeresés
A lapka/forgácsolóél gondos vizsgálata a megmunkálás után segít optimalizálni az... chevron_right
Darabolás
Darabolási tippek: a leszúró szerszámok kiválasztása Mivel a folyamatbiztonság nagyon... chevron_right
