
CoroCut® QI
Optimisé pour les gorges intérieures et frontales de petit diamètre
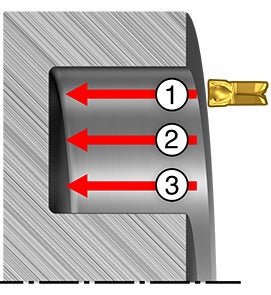
Comment choisir un outil pour les gorges frontales
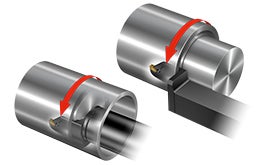
Courbe A ou B
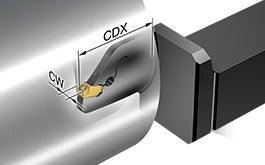
Largeur de plaquette (CW)
Utiliser la plus grande largeur de plaquette et d'outil pour la gorge à usiner. Plus l'outil est large, plus la rigidité et la stabilité sont bonnes.

Profondeur de coupe maximum (CDX)
Toujours utiliser un outil avec la profondeur de coupe (CDX) la plus faible possible pour profiter d'une meilleure stabilité.

Plage de diamètres de première passe (DAXIN et DAXX)
Utiliser un outil avec le plus grand diamètre possible pour la gorge à usiner. Plus le diamètre est grand, moins la courbe est importante et l'outil est donc plus rigide et stable. Le contrôle des copeaux est aussi meilleur.

Indications sur les applications
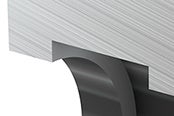
Méthodes pour les gorges intérieures
En fonction de l'application, plusieurs stratégies sont possibles pour les gorges intérieures.
Apprenez-en plus sur l'ébauche avec trajectoire d'outil non linéaire, sur l'ébauche avec avance axiale, l'ébauche avec tournage latéral et la finition, et sur bien d'autres sujets importants.
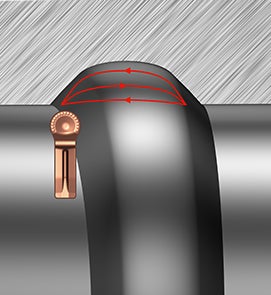
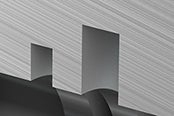
Méthodes pour les gorges frontales
En fonction de l'application, plusieurs stratégies sont possibles pour les gorges frontales.
Apprenez-en plus sur l'ébauche avec avance axiale, l'ébauche avec tournage latéral, la finition et l'usinage gorges profondes, et sur bien d'autres sujets importants.
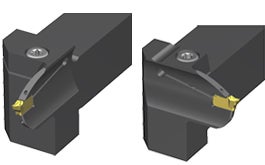
Porte-à-faux
Pour éviter les vibrations, utiliser le porte-à-faux le plus court possible et une géométrie offrant une coupe légère.
Recommandations
Géométries

| 
| 
| |
| -GF | -TF | -RM | |
| Application : |
|
|
|
| Propriétés : |
|
|
|
Nuances
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Matières : | ISO S, M et N | ISO P, M, K et S | ISO P et M | ISO P, M et S | ISO N et S |
| Propriétés : |
|
|
|
|
|
| Géométries : | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Nuances et géométries de premier choix
 |
|
 |

|
|
| Gorges intérieures | Gorges intérieures larges | Gorges frontales | Profilage intérieur/frontal | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
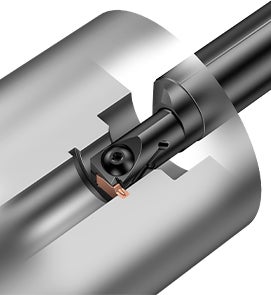
EasyFix™
Les barres CoroCut® QI doivent toujours être utilisées avec des pinces EasyFix™ Une bille à ressort montée dans le manchon vient s'encliqueter dans une rainure sur la barre afin de garantir l'obtention d'une hauteur de centre toujours correcte. L'étanchéité assurée par un joint métallique donne de bonnes performances avec des pressions d'arrosage jusqu'à 150 bars.

Codification
Manches QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Tête CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Barre d'alésage
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS : Système de changement rapide pour les outils à manche
SL : Têtes de coupe CoroTurn® SL - Famille produit
- R : Outil à droite
L : Outil à gauche - F/G : Porte-outil à 0° / 90° (outils à manche)
AF/AG : Barres d'alésage pour gorges frontales/intérieures
- Taille de logement de plaquette, E/F/G/H/J/K
- Profondeur de coupe (CDX)
- C : Arrosage par l'intérieur
- Taille de manche/d'accouplement
- Frontal : DAXIN, diamètre minimum de première passe
Intérieur : Dmin1, diamètre de trou minimum - Frontal : Type de courbe A/B
Plaquettes
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Famille produit
- Angle de l'arête
N = Plaquettes neutres - Taille de logement de plaquette
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Largeur de plaquette (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Angle frontal de la plaquette
00: Pas d'angle, 0° - Rayon de bec de la plaquette
02: 0.2 mm
03: 0.3 mm
04: 0,4 mm
- Géométrie de plaquette
TF: Gorges et tournage latéral
GF: Rectifiée pour les gorges
RM: Profilage
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057