
Yleissorvaus
Tuotekokonaisuus
Sorvauspuomin valinta vaikuttaa merkittävästi koneistusratkaisun taloudellisuuteen. Sandvik Coromantin sorvauspuomien vakiovalikoima kattaa halkaisija-alueen 10–250 mm (0.40–9.84 tuumaa). Nämä puomit toimitetaan suoraan varastosta 24 tunnin sisällä tilauksesta. Erikoistyökaluna voi tilata puomeja halkaisijaan 600 mm (23.6 tuumaa) asti.
Puomeja on saatavilla vapaapituuksille 3–14 x puomin halkaisija (BD). Coromant Capto -mallien halkaisija-alue on 16–100 mm (0.63–3.94 tuumaa).
Tuottavaa koneistusta lyhyillä vapaapituuksissa
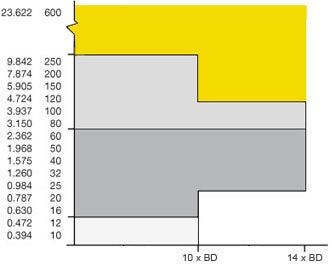
Teräs- ja kovametallipuomeja voi yleensä käyttää vapaapituuteen 4 x BD saakka, mutta värinävaimennetut Silent Tools -puomit antavat tuottavuusetua jo näilläkin pituuksilla. Jos vapaapituus on korkeintaan 10 x BD, tyydyttäviin tuloksiin päästään yleensä värinävaimennetulla teräspuomilla. Jos vapaapituus on yli 10 x BD, tarvitaan kovametallivahvisteista värinävaimennettua puomia, jotta työkalun radiaalitaipuma ja värinä pysyvät hallinnassa.
| Sorvauspuomin halkaisija, DMM | ||||
| tuumaa | ||||
 |   | |||
| Maks. vapaapituus | ||||
Värinävaimennetut teräspuomit | Värinävaimennetut kovametallivahvisteiset puomit |
 | Erikoistuotteet | |
 | CoroTurn® SL – QC | |
 | CoroTurn® SL | |
 | Integroitu |
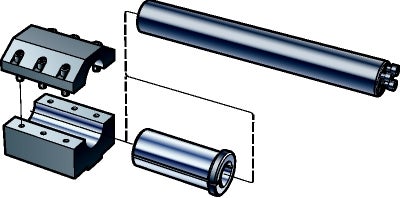
Jos käytetään teräpäätä ja värinävaimennetua Silent Tools -sorvauspuomia, teräsijan vaurioituessa ei tarvitse vaihtaa kuin teräpää.
Valikoimastamme löytyy noin 500 teräpäätä yleissorvaukseen, katkaisuun ja uransorvaukseen sekä kierresorvaukseen, mm. QS-pikavaihtomalleja halkaisijoissa 32 ja 80 mm (1.26 ja 3.15 tuumaa). Saatavana on myös korkeapaineiseen nesteensyöttöön optimoituja CoroTurn HP -teräpäitä.

Eri töihin tarkoitettujen teräpäiden ja värinävaimennettujen Silent Tools -sorvauspuomien yhdistelmä takaa monipuolisuuden.
Suuria lieriövartisia puomeja saa eri kiinnityksillä, kuten Coromant Capto- ja Quick Change -kiinnityksillä.
CoroTurn® SL

QS-pikavaihtojärjestelmä
 |  |
 | |
 |
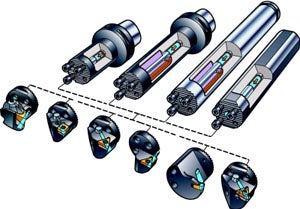
Puomimallit
Sisäpuolinen sorvaus on erittäin värinäaltis koneistusmenetelmä. Työkalun vapaapituus pyritään aina minimoimaan ja työkalun tulisi olla mahdollisimman isokokoinen, jotta päästään parhaaseen tukevuuteen ja tarkkuuteen. Kun sisäsorvaukseen käytetään vaimennettua teräspuomia, ensisijainen valinta on malli 570-3C.
Uransorvaukseen ja raskaaseen kierresorvaukseen, missä radiaalivoimat ovat yleissorvausta suuremmat, suositellaan puomimallia 570-4C.
Oheisessa taulukossa annetaan eri puomimallien suurimmat suositellut vapaapituudet.
Kovametallivahvisteisen puomin staattinen jäykkyys on noin 2,5-kertainen vastaavaan teräspuomiin verrattuna.
Eri vapaapituuksissa on eri vaimennusjärjestelmä:
| Puomimalli | Yleissorvaus | Uransorvaus | Kierresorvaus | |
| Teräspuomi | 4 x BD | 3 x BD | 3 x BD | |
| Kovametallipuomi | 6 x BD | 5 x BD | 5 x BD | |
Värinävaimennettu teräspuomi |  | 10 x BD | 5 x BD | 5 x BD* |
Värinävaimennettu kovametallivahvisteinen puomi | | 14 x BD | 7 x BD | 7 x BD |
______________________________________________________________
* 570-4C-puomit
Valitse puomin materiaali puomin pituuden ja halkaisijan välisen suhteen perusteella. Kovametallivahvisteisen puomin staattinen jäykkyys ja siksi myös suurin sallittu vapaapituus on teräspuomia suurempi.
Alla olevassa taulukossa on esitetty kullekin materiaalille sopiva puomin pituuden ja halkaisijan suhde.
Kierre- ja uransorvauksessa on tavallista sorvausta suuremmat radiaaliset lastuamisvoimat, mikä rajoittaa suurinta suositeltua vapaapituutta. Vaimennusmekanismi lisää puomin dynaamista jäykkyyttä ja mahdollistaa suuremmat vapaapituudet.
| 1 = kiinteä teräspuomi | |
| 2 = kovametallipuomit | |
3 = värinävaim. teräspuomi, lyhyt malli, 4–7 x BD | |
4 = värinävaim. teräspuomi, pitkä malli, 7–10 x BD | |
5 = värinävaimennettu kovametallivahvisteinen puomi 10–12 x BD & 12–14 x BD |
Pääpiirteet
Tukeva kiinnitys ja oikea keskiökorkeus ovat työkappaleen mittatarkkuuden ja pinnankarheuden kannalta tärkeässä roolissa. Käytä lieriövartisen puomin kiinnitykseen halkaistua holkkipidintä, joka antaa mahdollisimman suuren kiinnityspinnan. EasyFix-holkeilla saavutat tukevimman kiinnityksen ja tarkan keskiökorkeuden. Terän paikoitus vaikuttaa sekä terän rintakulmaan että lastuamisvoimiin.
Suositeltu kiinnitystoleranssi on ISO H7. Pysyvien muodonmuutosten välttämiseksi suosittelemme käyttämään myös segmenttiholkkia, jonka kovuus on vähintään 45 HRC. Älä koskaan kiristä ruuveja suoraan puomin varteen, sillä ne saattavat vahingoittaa puomia.
Kun koneistetaan pitkällä vapaapituudella, oikean kiinnityksen merkitystä ei voi ylikorostaa.
Sorvauspuomit – yleistä
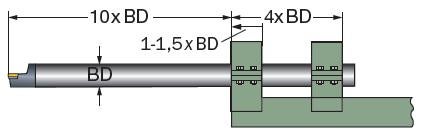
- Pinnankarheuden tulee olla noin 1 μm, jotta kiinnitys on tukeva
- Suositeltu kiinnityspituus on 4 x BD. Jos mahdollista, suosittelemme yli 200 mm (7.87 tuumaa) pitkille puomeille kiinnityspituudeksi 6 x BD.
- Lieriömallinen puomi halkaistussa pitimessä. Suositeltu kiinnitystoleranssi on ISO H7
- Pysyvien muodonmuutosten välttämiseksi segmenttiholkki, jonka kovuus on vähintään 45 HRC
- Käytä ison puomin kanssa kaksinkertaista kiinnitystä.
- Halkaistu sorvauspuomin pidin takaa tukevimman kiinnityksen
Määritä puomin halkaisija ja pituus työkappaleen muotojen ja mittojen perusteella. Parhaan tukevuuden saa Coromant Capto -kiinnityksellä tai halkaistulla holkilla. Reiän halkaisija sekä reiän pohjan saavuttamiseksi vaadittava pituus määrittävät käytettävän puomimallin.
Silent Tools -työkalujen kiinnittäminen
CNC-sorvin revolverin rakenteesta ja monitoimikoneen monikäyttöisyydestä johtuen näiden koneiden tukevuus ei ole paras mahdollinen. Revolverin kapeus rajoittaa suurten lieriövartisten puomien kiinnityspituuden ja puomin halkaisijan välistä suhdetta ja heikentää kiinnityksen tukevuutta.
Coromant Capto -kiinnitys soveltuu käytettäväksi myös revolverisorveissa. Se minimoi pitkien holkkien tarpeen, tarjoaa tukevamman kiinnityksen ja lisäetuna on pikavaihtomahdollisuus.

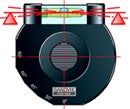
Oikean kiinnityksen merkitystä ei voi korostaa liiaksi. Kuvissa
näkyy pinnankarheus, kun on käytetty vääränlaista kiinnitystä 1) ja halkaistua pidintä 2).

Vaakajohteinen sorvi
Perinteisellä teränpitimellä varustetut vaakajohteiset sorvit ovat revolverisorveihin verrattuna usein tukevampia, ja niissä voi käyttää isompia ja pidempiä sorvauspuomeja. Rajoittavia tekijöitä voivat olla teränpidin sekä koneen koko ja tukevuus.
Koneen kelkkojen ja kiilalistojen tukevuudella on keskeinen merkitys, kun kiinnitetään vapaapituudeltaan suuria värinävaimennettuja Silent Tools -puomeja. Parhaan tuloksen kannalta kiilalistojen tulee olla suuret ja poikittaiskelkan kiilalistojen tulee olla reilusti toisistaan erillään, vähintään saman verran kuin kiinnityspituus, 4 x BD. Pidä mielessä, että puomin paino kasvaa halkaisijan myötä merkittävästi:
- Halkaisija 100 mm (3.94 tuumaa) = 88 kg (194.0 lb)
- Halkaisija 120 mm (4.72 tuumaa) = 140 kg (308.7 lb)
| Paras teränpidinrakenne on A-mallinen runko, jossa puomi kiinnitetään suoraan koneen johteiden yläpuolelle ja väliin. | 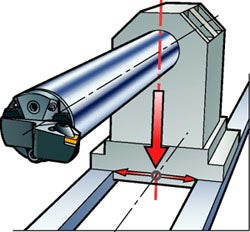 |
Puomin suorituskyvyn kannalta puomin ja teränpitimen välisen kiinnityksen laatu – malli ja mittatoleranssi – on tärkeä. Tukevin on ratkaisu, jossa puomi kiinnitetään kokonaan pitimen sisään. Ruuvikiinnitystä V-uralliseen puominpitimeen tai ruuveilla varustettua lieriöholkin käyttöä ei suositella.
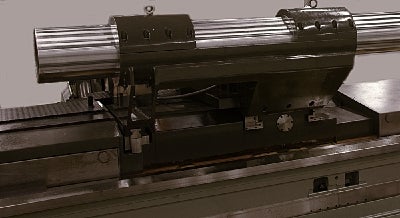
Kaksiosainen pidin halkaisijaltaan 300 mm:n (11.81 tuuman) puomille. Poikittaiskelkan johteiden leveys on 1.200 mm (47.23 tuumaa) (4 x BD).
Mittausväline keskiön korkeuden asetukseenLieriövartiseen CoroTurn SL -puomiin kiinnitetyn terän keskiökorkeuden tarkka asettaminen on nopeaa ja helppoa. Toimi seuraavasti:
Vaikka lastuamisvoimat taivuttavat puomia hiukan alaspäin, oikea asetus on keskilinjassa. Vaihtoehtoisesti keskiön korkeus voidaan asettaa mittatuurnan ja ristivesivaa’an avulla. | 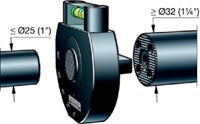 | |
 | ||
 |
Värinävaimennettu 300 mm:n CoroTurn SL -puomi pikavaihdolla, vapaapituus 10 x BD.
Paine ja suuntaus
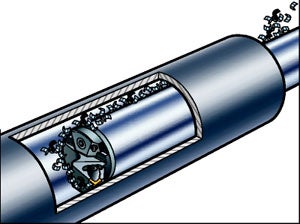
Paras terän kestoikä ja prosessivarmuus saadaan suoraan teräsärmään suunnatulla lastuamisnesteellä. Pikavaihdolla varustetuilla SL-teräpäissä suuttimet on suunnattava käsin siten, että lastuamisneste osuu lastuavaan särmään. Parhaat tulokset saa työkaluilla, joissa on nestekanava ja useita suuttimia. Tämä on on tärkeää myös sisäsorvauksessa pitkillä vapaapituuksilla. Nesteensyöttö käännetään päälle ja pois kuusioavaimella.
Sorvauspuomin ja reiän seinämän välinen rako on lastunpoiston ja työkalun taipuman kannalta tärkeä tekijä. Jos reiän halkaisija on 100 mm (3.94 tuumaa), valitse puomi, jonka halkaisija on 80 mm (3.15 tuumaa). Näin lastut mahtuvat poistumaan reiästä eivätkä vaurioita työkalua tai työkappaletta.
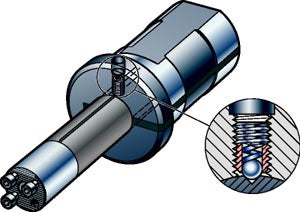
Puomin tyvipäässä on BSP-kierteillä varustettu liitäntä lastuamisnesteen syöttöä varten. Sandvik Coromantin värinävaimennetuissa sorvauspuomien lastuamisnestekanavan liitäntäreikä on kierteitetty valmiiksi.
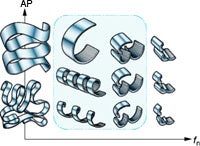
Värinään vaikuttavat tekijät
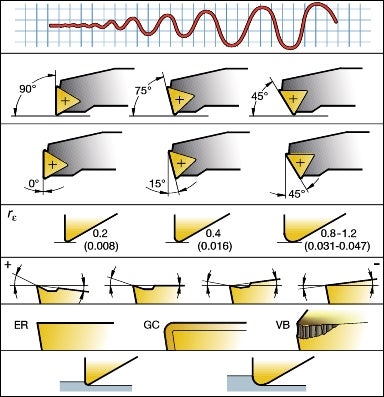
Värinäalttiuden minimointi
- Valitse suuri asetuskulma ja positiivinen rintakulma
- Valitse pieni nirkonsäde ja kärkikulma
- Valitse positiivinen makrogeometria
- Seuraa terän kulumista ja mikrogeometrian särmäpyöristystä
- Lastuamissyvyyden tulee olla nirkonsädettä suurempi
Pienemmät radiaalivoimat pienentävät radiaalista taipumaa ja värinäalttiutta. Parhaisiin tuloksiin pääsee, kun radiaalinen lastuamissyvyys on nirkonsädettä suurempi asetuskulman ollessa 90° (lisäasetuskulma 0°). Jos radiaalinen lastuamissyvyys on pienempi, samoihin tuloksiin pääsee käyttämällä 45°:n asetuskulmaa.
 | Värinäalttius |
| Asetuskulma | |
| Asetuslisäkulma | |
| Nirkonsäde ja kärkikulma, mm (tuumaa) | |
| Makrogeometria | |
| Mikrogeometria | |
| Lastuamissyvyys suhteessa nirkonsäteeseen |
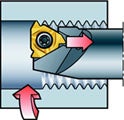
Huomaa, että taipumaa voidaan pienentää muuttamalla lastuamisvoimien suuntaa:
- Mitä lähempänä asetuskulma on 90°:tta (asetuslisäkulma 0°), sitä enemmän lastuamisvoimat suuntautuvat aksiaalisesti. Aksiaaliset lastuamisvoimat taivuttavat työkalua vähemmän kuin vastaavat radiaaliset lastuamisvoimat.
- Sisäsorvauksessa ei tulisi koskaan käyttää alle 75°:n asetuskulmaa (asetuslisäkulma 15°).
- Mitä positiivisempi rintakulma, sitä pienemmäksi lastuamisvoimat jäävät, jolloin työkalu taipuu vähemmän.
- Mitä pienemmät radiaalivoimat, sitä vähemmän radiaalista taipumaa.
 |  | |
 |  | |
| Voiman suunta pääosin aksiaalinen | Voiman suunta sekä aksiaalinen että radiaalinen | |
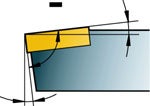 |  | |
| Negatiivinen rintakulma kasvattaa lastuamisvoimia | Positiivinen rintakulma pienentää lastuamisvoimia |
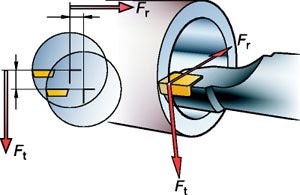
F
t
r
= tangentiaalivoimat ja F = radiaalivoimat
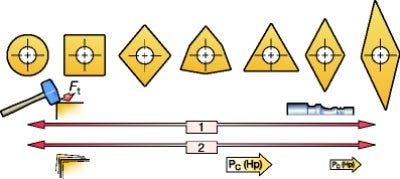
Terän kärkikulma
Terän muoto tulee valita asetuskulman ja vaadittavan ulottuvuuden mukaan. Nyrkkisääntönä voidaan sanoa, että nirkonsäteen tulee olla värinöiden minimoimiseksi mahdollisimman pieni. Kärkikulman valinnassa on kaksi vaihtoehtoa:
- Pieni kärkikulma parantaa työkalun tukevuutta, antaa hyvän päästön jättöpinnalla ja lastun poikkipinta vaihtelee vain vähän, jos työkalu alkaa väristä radiaalisuunnassa.
- Suuri kärkikulma parantaa terän lujuutta ja luotettavuutta mutta vaatii tehokkaampaa konetta, koska särmän lastuavan osuuden pituus on suurempi.

Positiiviset geometriat
Positiivisilla geometrioilla ja rintakulmilla lastuamisvoimat ovat pienemmät ja työkalu taipuu vähemmän. Valitse siksi aina mahdollisimman positiivinen geometria ja lastuamisarvoihin sopiva lastunmurtaja. Tämä voi tosin heikentää kulumiskestävyyttä, särmälujuutta sekä lastunhallintaa hieman, mutta värinöiden hallinta on aina tasapainoilua muiden tekijöiden kanssa.

Wiper-terät
Wiper-terien käyttöä ei yleensä suositella, kun tavoitteena on ehkäistä värinöitä, sillä ne aiheuttavat lastuamisvoimien ja radiaalitaipuman kasvua. Erittäin tukevissa olosuhteissa wiper-terät tarjoavat kuitenkin kiistämättömiä etuja pinnankarheuden ja lastuamisarvojen suhteen.

SärmäpyöristysPieni särmäpyöristys (ER) pienentää lastuamisvoimia kaikissa suunnissa. Lastuaminen on jouhevampaa ja työkalu taipuu vähemmän. Hiottujen terien särmäpyöristys on muotoonpuristettuihin teriin verrattuna pienempi, myös päällystämättömissä ja ohuelti päällystetyissä terissä. |  |
 |  |  | ||
| M = suoraan muotoon puristettu terä | G = hiottu terä, yleensä pienempi ER | E = hiottu terä tiukoille toleransseille, terävä särmä |
Lastuamisarvot
Terän liiallista kulumista, esim. viistekulumista, on pyrittävä välttämään. Kuluminen muuttaa terän ja työkappaleen välistä päästöä, mikä voi aiheuttaa ongelmia värinöiden kanssa.
 |  |
 |
Lastuamisnopeus, vc
Oikea lastuamisnopeus ehkäisee irtosärmän muodostusta. Irtosärmä huonontaa pinnankarheutta, kasvattaa lastuamisvoimia ja lyhentää terän kestoikää.
- Liian suuri lastuamisnopeus aiheuttaa viistekulumista, mikä heikentää koneistuksen varmuutta lastutukosten, heikon lastunpoiston ja terärikkojen kautta, etenkin syvissä rei'issä
- Liian pieni lastuamisnopeus aiheuttaa irtosärmän muodostusta
- Epätasainen kuluminen lyhentää terän kestoikää ja huonontaa pinnankarheutta, joten seuraa terän kulumista tarkasti
- Koneistettava materiaali vaikuttaa suuresti lastuamisnopeuteen
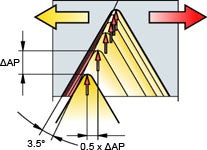
Lastuamissyvyys, ap, ja syöttö, fn
Arvojen ap ja fn oikea yhdistelmä on tärkeä, jotta saadaan paras lastun poikkipinta. Kaksi nyrkkisääntöä:
- Lastuamissyvyyden, ap, tulee olla nirkonsädettä suurempi.
- Ohjelmoi fn-arvo, joka on vähintään 25 % nirkonsäteestä, riippuen vaadittavasta pinnankarheudesta
Jos pitkällä vapaapituudella koneistaessa esiintyy värinöitä, ensimmäisenä ratkaisuna kannattaa lisätä syöttöä ja toisena muuttaa lastuamisnopeutta. Paras tulos saavutetaan yleensä suuremmalla lastuamisnopeudella.
Lastun poikkipinta
- Jos lastun poikkipinta on liian suuri, lastuamisvoimat ovat myös liian suuret
- Jos poikkipinta on liian pieni, terän ja työkappaleen välinen kitka käy liian suureksi ja ne voivat hankautua toisiaan vasten
Neuvot ja vihjeet
Valitse värinöiden vähentämiseksi mahdollisimman suuri puomin halkaisija ja pieni vapaapituus. Käytä suositeltua kiinnityspituutta, vähintään 4x BD.
Kovametallivahvisteisia puomeja, joiden pituus on yli 10 x BD, ei saa katkaista. 570-4C-puomin saa kiinnittää vaimennusosan kohdalta, mutta 3C-mallia ei saa. Jos lyhyt 570-3C-puomi katkaistaan minimimittaan, kiinnityspituus ei saa olla suurempi kuin 3 x BD, jotta kiinnitys ei häiritse vaimennusmekanismin toimintaa. Älä koskaan katkaise 570-3C-puomia, jonka halkaisija on yli > 100 mm (3.94 tuumaa).
Vakiopuomien muutokset
| Puomin halkaisija | L, min. pituus katkaistuna | |
| BD | Lyhyt malli 4–7 × BD | Pitkä malli 7–10 × BD |
| mm | mm | mm |
| 16 | 100 | 155 |
| 20 | 125 | 200 |
| 25 | 155 | 255 |
| 32 | 190 | 320 |
| 40 | 240 | 410 |
| 50 | 305 | 520 |
| 60 | 380 | 630 |
| 80 | 630 | 630 |
| 100 | 770 | 770 |
Pienin suositeltu kiinnityspituus on 4 x BD
| Puomin halkaisija | L, min. pituus katkaistuna | |
| BD | Lyhyt malli 4–7 × BD | Pitkä malli 7–10 × BD |
| tuumaa | tuumaa | tuumaa |
| 0.625 | 4 | 7 |
| 0.750 | 5 | 8 |
| 1.000 | 7 | 11 |
| 1.250 | 8 | 13 |
| 1.500 | 10 | 17 |
| 1.750 | 10.4 | 18 |
| 2.000 | 12 | 21 |
| 2.500 | 15 | 25 |
| 3.000 | 20 | 20 |
| 4.000 | 30.3 | 30.3 |
Pienin suositeltu kiinnityspituus on 4 x BD
Minimi- ja maksimivapaapituus on merkitty puomiin viivoilla. Varmista, että vapaapituus jää näiden väliin. Vaimennusmekanismin toimivuutta ei voida taata merkintöjen ulkopuolella.
Lastunpoisto
Käytä lastunpoiston tehostamiseksi lastuamisnestekanavallista pidintä ja terägeometriaa, joka tuottaa lyhyet, spiraalimaiset lastut. Jos lastunpoisto on heikkoa, kokeile nesteensyötön lisäämistä, toista terägeometriaa tai lastuamisnopeuden lisäämistä, jotta lastut olisivat lyhyempiä.
Yksi vaihtoehto on kokeilla erilaista työstörataa. Lastunpoistoa voidaan tehostaa kääntämällä työkalu ylösalaisin.
Varmista, että puomin ja reiän seinämän väliin jää riittävästi tilaa lastunpoistoa varten. Muuten lastut voivat painua työkappaleen ja työkalun väliin vahingoittaen koneistettua pintaa ja työkalun runkoa.
 |  |
Suutinten säätäminen
Nesteensyöttö käännetään päälle ja pois kuusioavaimella. SL-pikavaihtoteräpäiden nestesuutinten suuntausta säädetään samalla kuusioavaimella.
Wiper-terät
Wiper-teriä voi käyttää pinnankarheuden ja tuottavuuden optimointiin erittäin tukevissa olosuhteissa. Yleissuosituksena wiper-terien kohdalla on käyttää isompaa syöttöä ja pienempää nirkonsädettä.
Sisäkierteet
Noudata seuraavia vinkkejä värinöiden vähentämiseksi:
- Käytä muunnettua sivuttaissyöttöä
- Syöttö/ylimeno ei saisi olla yli 0.2 mm (0.0078 tuumaa) eikä koskaan alle 0.06 mm (0.0024 tuumaa)
- Käytä viimeisessä ylimenossa aina pienempää syöttöä
- Terävät geometriat antavat pienimmät lastuamisvoimat
Tehokkain lastunpoisto saadaan:
- käyttämällä muunnettua sivuttaissyöttöä ohjaamaan spiraalilastut pois reiästä
- ohjelmoimalla tukevissa olosuhteissa syöttö sisältä ulospäin valitsemalla lastuvirran ohjaamiseen terän vasen tai oikea kylki
- käyttämällä lastuamisnestettä
| Lastun suunta | Syöttösuunta | ||
 |  | ||
| Syöttösuunta sisältä ulospäin | Muunnettu sivuttaissyöttö ohjaa lastut reiästä ulos |
Sisä- ja muotosorvaus
Noudata seuraavia vinkkejä värinöiden vähentämiseksi:
- Työkalun vapaapituuden on oltava mahdollisimman lyhyt ja terägeometrian mahdollisimman kevyesti lastuava
- Käytä pienempää terää ja yhden sijaan useaa ylimenoa
- Lastunpoisto on tehokkainta, kun aloitat ulkoa ja lastuat sisäänpäin
- Viimeistelyn voi suorittaa aksiaalisella liikkeellä; aloita sisältä ja
etene ulkoreunaa kohti - Vino sisäänsyöttö voi parantaa lastunhallintaa ja vähentää värinöitä
- Käytä rouhinnassa oikea- tai vasenkätistä terää lastujen ohjaamiseksi ulos
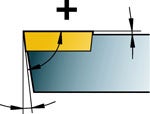
Tavallinen asetus
Tavanomaisessa sorvauksessa lastuamisvoimat työntävät terää alaspäin.
Vaihtoehto
Puomin kääntäminen ylösalaisin muuttaa lastuamisvoimien suunnan ja tukevoittaa prosessia. Tämä voi myös tehostaa lastunpoistoa. Menetelmän käyttöä on harkittava tarkkaan, myös pienillä halkaisijoilla. Jos lastuamisvoimat menevät hakkaavassa lastuamisessa nollaan, puomi ponnahtaa työkappaletta kohden sorvaussuunnassa, jolloin suurentuneet lastuamisvoimat voivat vaurioittaa sekä työkalua että työkappaletta.
Käsittely
Parhaan suorituskyvyn takaamiseksi kaikki osat tulisi puhdistaa ja öljytä vähintään kerran vuodessa. Rasvaa on levitettävä tarvittessa myös ruuveihin. Vaihda kuluneet ruuvit ja aluslevyt.
Värinävaimennettuihin puomeihin voi tulla voi tulla ohuiden seinämien takia muodonmuutoksia. Varmista, että puomeja käsitellään kokoonpanossa oikein. Tarkista kiinnitys aina, kun käytetään värinävaimennettuja Silent Tools -työkaluja. Kiristä ruuvit oikeaan momenttiin momenttiavaimella.
Yhteenveto: värinöiden välttäminen
Lisää staattista jäykkyyttä
- Tarkista kiinnitys ja asetukset
- Käytä Coromant Captoa tai halkaistua pidintä
- Pienin mahdollinen vapaapituus ja suurin halkaisija
- Vahvistetut sorvauspuomit
Lisää dynaamista jäykkyyttä
- Pieni terän kärkikulma
- Käytä värinävaimennettuja työkaluja
- Puomin lastuava pää mahdollisimman kevyt
Pienennä lastuamisvoimia
- Käytä positiivista leikkuukulmaa
- Käytä positiivista terägeometriaa, jossa pieni särmäpyöristys
Vältä puomin taipumista
- Muuta lastuamisvoimien suunta radiaalisesta aksiaaliseksi
- Asetuskulma lähellä 90°:tta (asetuskulma 0°)
- Lastuamissyvyys suurempi kuin nirkonsäde
Tehosta lastunhallintaa
- Lisää lastuamisnesteen syöttöä
- Työkalun ja työkappaleen välinen rako
- Tarkista, että kaikki lastut poistuvat reiästä
Huom!
Älä koskaan ylikuormita värinävaimennettua puomia. Maksimikuorma on merkitty tuotteeseen. Sen voi myös laskea osoitteesta www.sandvik.coromant.com/calculators löytyvällä laskimella.
