Jyrsintä
Tuotekokonaisuus
Tarjoamme suoraan hyllytuotteena laajan valikoiman värinävaimennettuja Silent Tools -jyrsinistukoita HSK-kiinnityksellä tai modulaarisella Coromant Capto -kiinnityksellä. Jos vakiovalikoimasta ei löydy sopivaa liitäntäkappaletta, kysy erikoisratkaisua. Erikoismalleina on saatavissa myös sahajyrsinistukoita sekä isojen sivu- ja siilijyrsinten sisäänrakennettuja vaimennuksia.
Varsi- sekä kulma- ja tasojyrsimet
| Värinävaimennetut taso- ja kulmajyrsinistukat
| |
| CoroMill® 390D | Värinävaimennetut istukat – Coromant Capto | Värinävaimennetut istukat – HSK |
 |  |  |
Lieriövarsi tai Coromant Capto -tyvikiinnitys | Coromant Capto -tyvikiinnitys (C4, C5, C6 ja C8) | HSK-tyvikiinnitys (HSK 63 ja HSK 100) |
Harva, tiheä ja erittäin tiheä teräjako | Laaja valikoima vaihdettavia teräpäitä | Laaja valikoima vaihdettavia teräpäitä |
DC: 20–40 mm (0.787–1.575 tuumaa) | Lastuamisnestekanava | Lastuamisnestekanava |
| Vapaapituus: ≤ 5 x BD | BD: 40–80 mm (1.968–3.150 tuumaa) | BD: 63–100 mm (2.480–3.937 tuumaa) |
DMM: 16–32 mm (0.750–1.500 tuumaa) | DMM: 16–27 mm (0.750–1.000 tuumaa) | |
| Vapaapituus: ≤ 8 x BD | Vapaapituus: ≤ 8 x BD |
- CoroMill 390 -jyrsinten integroidut värinävaimennetut ratkaisut halkaisijoille 20–40 mm (0.79–1.57 tuumaa) kuuluvat vakiovalikoimaan
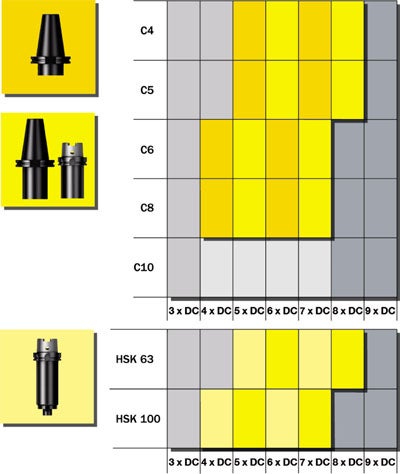
- Halkaisijasta 40 mm (1.57 tuumaa) alkaen vakiovalikoima sisältää värinävaimennettuja jyrsinistukoita Coromant Capto -kokoina C4–C8, varustettuna tuurnan lävitse kulkevalla lastuamisnestekanavalla. Yhdistämällä jyrsinistukka peruskartioon saadaan useimpiin koneisiin sopiva kiinnitysratkaisu
- HSK-kiinnityksellä varustetut koneet: saatavana on Sandvik Coromant HSK -peruskartioihin sopivia värinävaimennuksella integroituja liitäntäkappaleita
- Vakiovalikoima sisältää myös MSSC-pitimiä
| Istukan halk., BD | |||
| tuumaa | mm | ||
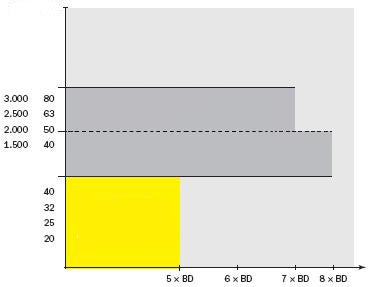 | Vapaapituus LU/BD |
 | Erikoistuotteet |
 | Coromant Capto® & HSK -liitäntäkappaleet pyöriville työkaluille Värinävaimennetut taso- ja kulma- jyrsinistukat |
 | CoroMill® 390D Varsi- ja kulma- jyrsin |
CoroMill® 390D – käyttöalue
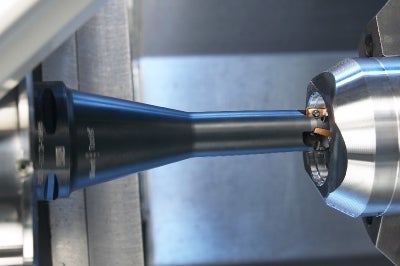
CoroMill 390D on todellinen tuottavuusratkaisu pitkille ja hoikille työkaluille ja toimii yhtä hyvin sekä pysty- että vaakakaraisissa koneissa. Jyrsimet on suunniteltu monitoimikoneita ajatellen erittäin ulottuviksi ja samalla kuitenkin tehokkaasti läheltä istukkaa lastuaviksi.
Valikoima käsittää Coromant Capto -koot C6 ja C5 ja lieriövarret halkaisijoille 20, 25 ja 32 mm (0.79, 0.94 ja 1.26 tuumaa); ulottuma on 3–5 kertaa jyrsimen halkaisija DC.
- Hyvä tukevuus
- Laaja peruskartiovalikoima
- Ensisijainen valinta umpinaisiin kappaleisiin
- Hyvä tukevuus
- Laaja peruskartiovalikoima
- Integroidut monitoimikarat
- Ensisijainen valinta avoimiin kappaleisiin
- Coromant Capto® C5
- Coromant Capto® C6
- Lieriövarret
- CoroChuck™ 930-istukalla tarkka jyrsimen kiinnitys
- Holkki-istukat
Lyhyet ja pitkät peruskartiot
Useimpiin sovelluksiin vapaapituuteen 8 x BD saakka on saatavissa ratkaisu yhdistämällä tuurnakiinnitys eri pituisiin liitäntäkappaleisiin ja peruskartioihin. Yli 8 x BD:n vapaapituuksille tai muihin erityisvaatimuksiin paras ratkaisu löytyy erikoistuotteilla.
| Ei värinävaimennusta/kiinteä |  |
Erikoisratkaisu |
Värinävaimennetut taso- ja kulmajyrsinistukat
- Cx-391.05CD
- 392.41005CD
Pääpiirteet
Ilmeisistä eroistaan huolimatta koneistukseen pyörivillä työkaluilla ja sorvaustyökaluilla pätevät samat menestystekijät:
|  |
Vähemmän värinöitä
Työkappaleen kiinnitys ja koneen tukevuus ovat kaksi värinöiden minimoinnissa huomioon otettavaa tärkeää seikkaa.
Työkappale
- Kiinnitä työkappale koneistusprosessin aikana syntyvien lastuamisvoimien kannalta edullisimmalla tavalla
- Käytä rakenteeltaan ja asetuskulmaltaan sellaisia jyrsinkonsepteja, että lastuamisvoimat suuntautuvat työkappaleen tukevimpaan osaan
- Optimoi koneistustapa ja -suunta siten, että koneistusolosuhteet ovat mahdollisimman tukevat
Kone
- Koneen kunnolla on suuri vaikutus värinöiden syntyyn. Karalaakerin tai syöttömekanismin liiallinen kuluneisuus voi heikentää koneistusominaisuuksia.
Kaikki värinävaimennetut Silent Tools -liitäntäkappaleet on suunniteltu ja niiden vaimennusmekanismit viritetty eri vapaapituuksille. Paras suorituskyky saavutetaan käyttämällä yhtä pituudeltaan optimaalista liitäntäkappaletta sen sijaan, että käytetään jatkokappaleita. Jos vaadittava vapaapituus on yli 7–8 x BD, pyydä meiltä erikoisratkaisua.
Käytä alueelle optimoitua liitäntäkappaletta! |
Ohjelmointisuositukset
Jyrsin tulisi yleensä pitää jatkuvasti kiinni työkappaleessa sen sijaan, että ohjelmoidaan useita pituussuuntaisia ylimenoja. Näin sisäänmenojen ja irrotusten määrä ja terään kohdistuvat, mahdollisesti värinöitä aiheuttavat ei-toivotut kuormitukset jäävät mahdollisimman pieniksi.
 |  |
| Kaareva sisäänmeno | Laadi rata niin, että jyrsin lastuaa jatkuvasti |
Kaareva sisäänmeno
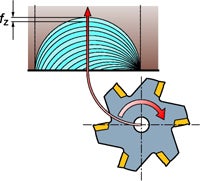
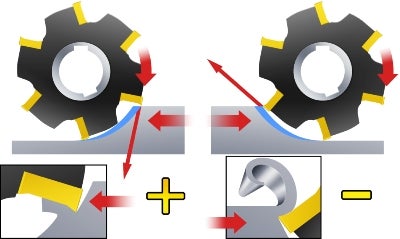
Ohjelmoi kaareva sisäänmeno myötäpäivään, jotta saat ohuet lastut terän irtoamiskohdassa. Tämä ehkäisee värinöitä, joita paksu lastunpaksuus terän irtoamiskohdassa
voi aiheuttaa.
Jyrsimen pyörintäsuunta
Myötäjyrsintä on ensisijainen menetelmä useimpiin töihin. Joissakin tapauksissa vastajyrsintä on paras ratkaisu, esim. jos kone on pienitehoinen tai työkappale on kovin taipuisa. Vastajyrsinnässä on muistettava, että lastuamisvoimat pyrkivät nostamaan työkappaletta irti pöydästä. Tämä on otettava huomioon työkappaletta kiinnitettäessä.
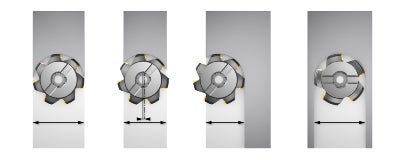
Paikoitus ja halkaisija
Tasojyrsinnässä jyrsimen halkaisijan tulee yleensä olla 20–50 % lastuamisleveyttä suurempi. Älä paikoita jyrsintä täysin keskelle.
Kun jyrsimen halkaisija on työkappaleen halkaisijaa pienempi, suurin suositeltu lastuamisleveys on 60–70 % jyrsimen halkaisijasta.
Umpiuranjyrsinnässä on erittäin tärkeää vähentää teriä värinöiden välttämiseksi.
Värinään vaikuttavat tekijät
Lastuavan työkalun värinään vaikuttaa merkittävästi neljä perustekijää:
- Asetus-/asetuslisäkulma ja lastuamisvoimat
- Jyrsimen halkaisijan suhde radiaaliseen lastuamissyvyyteen
- Terägeometria
- Jyrsimen teräjako
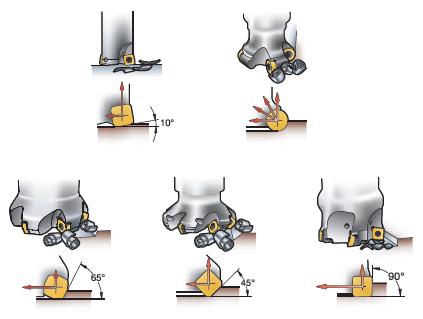
Asetuskulma
Asetuskulma on olennainen parametri, koska se määrää lastuamisvoimien suunnan. Mitä suurempi asetuskulma (KAPR) on, sitä suuremmat ovat radiaaliset lastuamisvoimat. Valitse jyrsinkonsepti koneistusprosessin ja käyttöalueen mukaan.
Radiaalivoimien kasvaessa näkyviin tulee myös värinävaimennettujen ja vaimentamattomien työkalujen ero.
Jos asetuskulma on pieni ja vapaapituus lyhyt, jyrsimen maksimilastuamissyvyys voidaan saavuttaa ennen kuin työkalu alkaa väristä.
Työkalun tukevuus kasvaa | |||
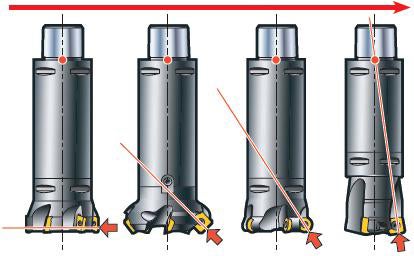 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Jyrsimen halkaisijan suhde radiaaliseen lastuamissyvyyteen
Pieni työkalun halkaisija pienentää myös koneelta vaadittavaa tehoa ja vääntömomenttia sekä työkalua taivuttavia lastuamisvoimia. Jyrsimen halkaisijan suhde radiaaliseen lastuamissyvyyteen on pidettävä maksimiarvon alapuolella.
Terägeometria
Terägeometrian tulisi olla kevytleikkuinen tai keskiraskas.
Värinävaimennuksen käyttörajoitukset
Korkea lämpötila voi vaikuttaa värinävaimennusjärjestelmään. Käytä mahdollisuuksien mukaan ilmajäähdytystä tai työkalun läpi syötettävää lastuamisnestettä. Erittäin suuri karanopeus n (kierr./min) voi heikentää värinävaimennusta.
Jyrsimen teräjako
Värinäalttius kasvaa, kun kappaletta lastuaa yhtä aikaa useita teriä. Kun lastuamissyvyys pidetään kriittisen värinäalueen alapuolella, suurempi teräluku parantaa kuitenkin koneistuksen tuottavuutta. Suorituskykyisin ratkaisu löytyy kokeilemalla erilaisia radiaalisyvyyksiä ja teräjakoja. Värinävaimennetuilla työkaluilla paras tuottavuus saavutetaan yleensä harvalla teräjaolla.
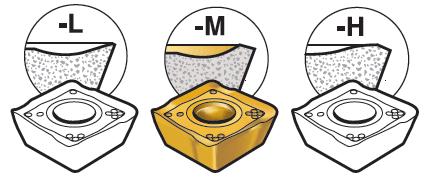
DifferentiaalijakoDifferentiaalinen eli ei-tasajakoinen teräjako on tehokas tapa minimoida harmonisten voimien aiheuttama värinä. Differentiaalijako rikkoo voimaharmonian ja lisää siten työkalun tukevuutta, mistä on hyötyä erityisesti silloin kun ae on iso ja vapaapituus on pitkä. | 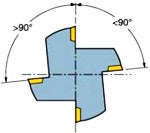 |
| Harva teräjako -L | Tiheä teräjako -M | Erittäin tiheä teräjako -H | ||
 |  |  | ||
| Differentiaalijako, pieni terien määrä. Ensisijainen valinta ei-tukeviin töihin, koska lastuamisvoimat pienimmät. | Tasa- tai differentiaalijako riippuen jyrsinmallista, terien määrä normaali. Ensisijainen valinta rouhintaan tukevissa olosuhteissa. | Tasajako, suurin terämäärä. Ensisijainen valinta, kun halutaan hyvää tuottavuutta ja pientä lastuamisleveyttä ae (useampi kuin yksi lastuava terä). |
Neuvot ja vihjeet
Terälaadut ja -geometriat
Valitse pieni särmäpyöristys (ER). Vaihda paksupinnoitteisesta laadusta ohutpinnoitteiseen. Käytä tarvittaessa pinnoittamatonta terää. Käytä teräviä ja positiivisia, juohevasti lastua murtavia teriä.
Asetuskulma
Mitä pienempi asetuskulma, sitä ohuempaa lastusta tulee ja sitä kauemmas se kulkeutuu teräsärmää pitkin, jolloin teräsyöttöä voidaan kasvattaa. Myös pienempi asetuskulma suuntaa lastuamisvoimia aksiaalisuuntaan ja vähentää värinöitä.
Jyrsimen teräjako
Värinävaimennetuilla työkaluilla paras tuottavuus saavutetaan yleensä harvalla teräjaolla. Jyrsimen harva teräjako hidastaa lastuamisvoimien suunnanmuutoksia. Pienempi terämäärä mahdollistaa usein aksiaalisen lastuamissyvyyden tuntuvan nostamisen.
Hammassyöttö
Suurempi hammassyöttö saattaa auttaa esikuormittamaan koneen karaa tasaisemmin ja eliminoimaan mahdollista laakereiden väljyyttä.
Suurempi lastuvirta (Q)
Jos mahdollista, valitse ae--lähtöarvo 60 ja 80 %:n väliltä. Käytä harvempaa teräjakoa lastuvirran maksimoimiseksi. Tämä on erityisen tärkeää umpiuran jyrsinnässä.
Lastunpoisto
Käytä lastujen uudelleenleikkautumisen estämiseksi paineilmaa. Tämä on erityisen tärkeää syvien taskujen jyrsinnässä. Huomaa, että harvateräisestä (L) jyrsimestä lastut mahtuvat poistumaan paremmin.
Terän sisäänmeno ja irrotus
Vältä tilanteita, joissa jyrsimen keskiö on kappaleen reunan kanssa samalla suoralla. Tällaisessa tilanteessa terä irtoaa kappaleesta lastun ollessa paksuimmillaan, joten iskumainen kuormitus on hyvin suuri sekä lastuamisen alussa että lopussa.