
Avarrus
Tuotekokonaisuus
Sandvik Coromantin valikoima sisältää rouhintaan ja viimeistelyyn tarkoitettuja värinävaimennettuja avarrustyökaluja. Liitäntäkappaleissa on parhaan kiinnitysvarmuuden ja monipuolisen käytettävyyden takaamiseksi Coromant Capto -tyvi. Näin saadaan erittäin monikäyttöinen, modulaarinen ratkaisu, josta voidaan koota aina tarvittava työkalukokoonpano. Coromant Capto -peruskartioita on saatavissa kaikille yleisille konekiinnityksille.
Värinävaimennetut viimeistely- ja rouhinta-avartimet parantavat koneistuksen tuottavuutta ja tarkkuutta vapaapituuksilla 3–10 x BD. Silent Tools -työkalu mahdollistaa tavanomaiseen verrattuna kaksinkertaisen lastuamissyvyyden. Työkaluissa on lastuamisnestekanavat, joiden ansiosta nestesuihkut voidaan ohjata tarkasti lastuavalle terälle.
Avartimia voidaan yhdistää jatko- ja supistuskappaleisiin, mutta ratkaisu ei anna parhaita suoritusarvoja. Myös jatko- tai supistuskappaleeseen yhdistetty värinävaimennettu työkalu on silti suorituskykyisempi kuin vaimentamaton työkalu.
Avarruspuomin liitäntäkappaleen halk., DC
tuumaa
mm
| Erikoistuotteet |
CoroBore 825 ® 1-teräinen värinävaimennettu avarrustyökalu ja Coromant Capto -kiinnitys |
DuoBore ™ 2-teräinen värinävaimennettu avarrustyökalu Coromant Capto |
| Rouhinta-avarrus | Hienoavarrus | |
Avarrusalue Ø 25–150 mm (0.984–5.906 tuumaa) | Avarrusalue Ø 23–167 mm (0.906–6.575 tuumaa) | Avarrusalue Ø 150–315 mm (5.906–12.402 tuumaa ) |
Värinävaimennettu DuoBore
™ |
Värinävaimennettu CoroBore
® 825 | |
 |  |  |
| Coromant Capto® -tyvikiinnitys Lastuamisnestekanava |
 |
| 6 x DC (23.6–27.6 tuumaa) |
| IT9 |
| Nestekanava |
| 90° (0°) CoroTurn 107°, 75° (15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Nestekanava |
| 0.002 mm (0.000079 tuumaa) |
| 92° (–2) CoroTurn 107°, 92° (–2) CoroTurn 111° |
Hienoavarruspään radiaalisäätö:
|  |
®CoroBore 825:n käyttö
| Esimerkkiasetus: Tässä esimerkissä säädön nollakohtana on säätökiekon sininen viiva, koska se on aloitusasennossa säätöasteikon viivan kanssa yhdensuuntainen. | 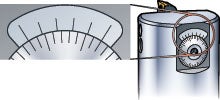 |
| Alkuasento | Säädetty asento |
 | |
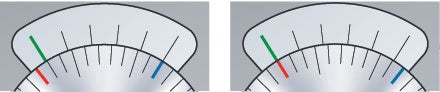
Säätökiekkoa käännetään myötäpäivään kunnes sen asteikon viiva (punainen) on yhdensuuntainen säätöasteikon toisen viivan (vihreä) kanssa. Halkaisija kasvaa 0.002 mm (0.00008”). | |
 | |
Säätökiekkoa käännetään myötäpäivään kunnes sen asteikon viiva (punainen) on yhdensuuntainen säätöasteikon kolmannen viivan (vihreä) kanssa. Halkaisija kasvaa 0.004 mm (0.00016”). | |
 | |
Säätökiekkoa käännetään myötäpäivään kunnes sen asteikon viiva (punainen) on yhdensuuntainen säätöasteikon neljännen viivan (vihreä) kanssa. Halkaisija kasvaa 0.006 mm (0.00024”). | |
 | |
Säätökiekkoa käännetään myötäpäivään kunnes sen asteikon viiva (punainen) on yhdensuuntainen säätöasteikon viidennen viivan (vihreä) kanssa. Halkaisija kasvaa 0.008 mm (0.00032”). | |
 | |
Säätökiekkoa käännetään myötäpäivään kunnes sen asteikon viiva (punainen) on yhdensuuntainen säätöasteikon kuudennen viivan (vihreä) kanssa. Halkaisija kasvaa 0.010 mm (0.0004”) = 1 kokonainen kiekon säätöväli. |
Pääpiirteet
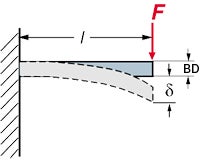
Värinävaimennetuilla Silent Tools -avarrustyökaluilla päästään suurimmillaan halkaisijaan verrattuna kuusinkertaiseen syvyyteen. Tätä syvempiin reikiin tarvitaan erikoisratkaisu.
Suosittelemme käyttämään värinävaimennettuja työkaluja aina kun vapaapituus on yli 4 x BD.
Työkalun vapaapituus ja halkaisija
|  |
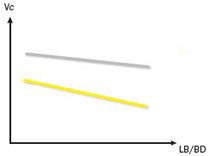 |   | -PR - WM | 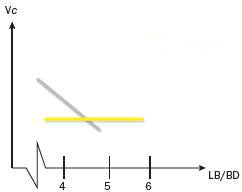 | | Tavanomainen Värinävaimennettu liitäntäkappale |
| Lastuamisnopeus suhteessa vapaapituuteen eri geometrioilla | Lastuamisnopeus suhteessa vapaapituuteen, tavanomaiset ja värinävaimennetut liitäntäkappaleet |
Terän muoto ja asetus-/asetuslisäkulma
Käytä rouhintaan asetuskulmaa 90° (0°) ja viimeistelyyn 92° (–2°). Mitä pienemmät radiaalivoimat, sitä vähemmän radiaalista taipumaa ja värinää. Kolmikulmaiset (T-malliset) terät ovat ensisijainen valinta avarrukseen. CoroTurn® 107 -terät täyttävät nämä vaatimukset, ja niitä suositellaan ensisijaiseksi valinnaksi.
Nirkonsäde
Terän nirkonsäde RE on yksi tärkeimmistä koneistusparametreista. Nirkonsäteen valinta riippuu
- lastuamissyvyydestä, ap
- syötöstä, fn
ja vaikuttaa
- pinnankarheuteen
- lastunmurtoon
- terän lujuuteen.
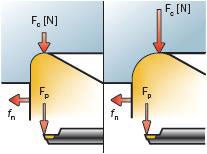
Pieni nirkonsäde
- Ihanteellinen pienille lastuamissyvyyksille
- Vähentää värinää
- Heikompi terä
Suuri nirkonsäde
- Suuret syötöt
- Iso lastuamissyvyys
- Vahvempi terä
- Suuremmat radiaaliset lastuamisvoimat
Nirkonsäteen suhde lastuamissyvyyteen
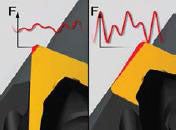
Terää irti työkappaleesta kampeavat radiaalivoimat muuttuvat lastuamissyvyyden kasvaessa aksiaalisemmiksi. Nirkonsäde vaikuttaa myös lastunmuodostukseen. Yleisesti ottaen lastunmurto on sitä parempi, mitä pienempi nirkonsäde on. Nyrkkisääntönä voidaan sanoa, että lastuamissyvyyden tulisi olla vähintään 2/3 nirkonsäteestä ja syötön vähintään 1/2 nirkonsäteestä.
Syötön lähtöarvo riippuu nirkonsäteestä
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| Voiman suunta pääosin aksiaalinen | Voiman suunta sekä aksiaalinen että radiaalinen |
Rouhinta-avarrus

Tuottava avarrus
| Kaksiteräisellä avartimella rouhitaan reikiä tarkimmillaan toleranssiasteeseen IT9. Pääpaino on suuressa lastuvirrassa. Syöttö lasketaan kertomalla teräkohtainen syöttö terien lukumäärällä. (fn=fz x ZEFF) |  Tuottava avarrus |
Porrastus
| Kun toisen luistin alle lisätään aluspala, terä lastuaa radiaalisuunnassa vain puolet halutusta mitasta ja tuloksena on porrastusavarrin. Valitse tämä menetelmä, jos haluat lastuta radiaalisuunnassa syvemmältä kuin yhdellä terällä on mahdollista, mutta muista pienentää aksiaalisyöttöä normaalisti yksiteräisellä työkalulla käytettävään arvoon. Jos molemmille terille asetetaan sama radiaalinen lastuamissyvyys, ulompi ottaa koko ajan vastaan suurimmat lastuamisvoimat johtuen isommasta nopeudesta ja lastuvirrasta. Oikeaoppisella menetelmällä voidaan helposti välttää värinät ja saadaan hyvä pinnankarheus. Tämän asetuksen tuloksena on olake, ellei tehdä läpireikää. Syöttö ja pinnankarheus ovat samat kuin yhdellä terällä avarrettaessa (fn = fz). Reiän toleranssiaste on tarkimmillaan IT9. | 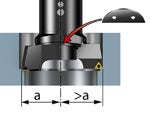 Porrastus |
Yksiteräinen avarrus
Yksiteräinen avarrin on paras vaihtoehto kun:
Reiän toleranssiaste on tarkimmillaan IT9. | 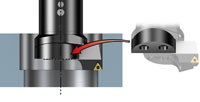 Yksiteräinen avarrus |
Viimeistelyavarrus

Värinään vaikuttavat tekijät
Valitse värinöiden estämiseksi kevytleikkuinen terä, positiivinen geometria ja pieni nirkonsäde. T-malliset terät ovat ensisijainen valinta avarrukseen.
| Suuri värinäalttius | – Suuret syötöt – Isot lastuamissyvyydet – Hyvä särmälujuus |
 |  |
| Vähäinen värinäalttius | – Ihanteellinen pienille lastuamissyvyyksille – Ehkäisee värinöitä |
Lisätietoa työkalujen värinään vaikuttavista tekijöistä.
- Terän kärkikulma
- Positiiviset geometriat
- Wiper-terät
- Särmäpyöristys
- Lastuamisarvot
Neuvot ja vihjeet
- Valitse mahdollisimman iso työkalun halkaisija ja mahdollisimman lyhyt peruskartio
- Asetuskulman tulisi olla lähellä 90 astetta, jolloin aksiaaliset lastuamisvoimat kasvavat ja radiaaliset/tangentiaaliset voimat pienenevät
- Pienet nirkonsäteet sopivat ihanteellisesti pienille lastuamissyvyyksille ja vähentävät värinäalttiutta. Isolla nirkonsäteellä saadaan hyvä särmälujuus, mikä sallii raskaat syötöt ja isot lastuamissyvyydet. Nirkonsäteen kasvaessa kasvaa myös värinäalttius. Näin ollen värinävaimennettuihin avarrustyökaluihin kannattaa valita ensisijaisesti kolmikulmaisia positiivisia teriä
- Tukevissa olosuhteissa paras tuottavuus tai pinnankarheus saadaan wiper-terillä
 | | |
 | Tavanomainen | |
| Värinävaimennettu liitäntäkappale | |
| Pienellä säteellä pienet radiaalivoimat (Fc) |
tavanomaiset ja värinävaimennetut liitäntäkappaleet |
Työkalujen kokoaminen ja kunnossapitoVärinävaimennetut työkalukokoonpanot on kiinnitettävä oikein, jotta liitäntäkappaleet eivät vaurioidu. Niihin tulee ohuiden seinämien takia helposti muodonmuutoksia.
|  |

