
CoroMill® MH20
Taskujen jyrsintää suurella syötöllä
Ohjeet
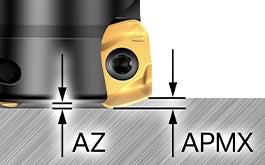
Suurin lastuamissyvyys (APMX)
Suurin lastuamissyvyys:
IC06: 0,8 mm (0,031 tuumaa)
IC08: 1,3 mm (0,051 tuumaa)
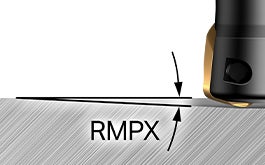
Nousukulma (RMPX)
Nousukulmat:
IC06: 3,6°–10,1°
IC08: 1,7°–10,7°

Ohjelmointisäde (REEQ)
Ohjelmointisäteet
IC06: 2,0 mm (0,079 tuumaa)
IC08: 2,5 mm (0,098 tuumaa)
Geometriamerkintä
Terien selkeät merkinnät helpottavat eri geometrioiden erottamista.
Käyttövinkit
Kolme keinoa onnistuneen vinon sisäänsyötön varmistamiseen
Vino sisäänsyöttö on tehokas tapa työstää työkappaletta taskujen koneistuksessa. Jotta vino sisäänsyöttö onnistuisi, sen käytössä tulee huomioida kolme keskeistä asiaa, joita tulee käyttää oikein. Katso lastuamisarvot alla olevasta suositusosiosta tai tutustu vinoon sisäänsyöttöön tarkemmin tietosivullamme.
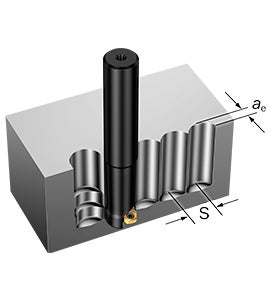
Pistojyrsintä
Pistojyrsinnässä kannattaa käyttää todella tiheää teräjakoa, joka varmistaa monihampaisen käsittelyn. Katso lisää tärkeitä pistojyrsintävinkkejä, joiden avulla voit varmistaa oman pistojyrsintäsi onnistumisen. Katso lastuamisarvot alla olevasta suositusosiosta tai tutustu pistojyrsintään tarkemmin tietosivullamme.
Suositukset
Koodiavaimet
Jyrsinrunko
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Jyrsintä
- Suuri syöttö
- Tuoteperhe = 2
- Versio = 0
- Tuumamittaiset jyrsimet
- R = Oikeakätinen
- DCX
- Kiinnitys
A/O = Lieriö (metrinen/tuumaa)
Q/R = Tuurna (metrinen/tuumaa)
EH = EH-liitäntäkappale
- Kiinnityskoko
- Teräkoko
- Nousu: L/M/H
Terä
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Jyrsintä
- Suuri syöttö
- Tuoteperhe = 2
- Versio = 0
- Teräkoko
- Paksuus
- Ohjelmointisäde
- Särmän laatu
E: Kehähiottu
M: Suorapuristettu
- Geometria
- Laatu
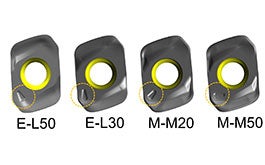
Geometriat
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Kehähiottu geometria | Kehähiottu geometria | Suoraan muotoon puristettu geometria | Suoraan muotoon puristettu geometria |
| ISO S ja M | ISO S ja M | ISO P ja H | ISO P |
|
|
|
|
Syöttösuositukset
| ISO-alue | Laatu | Teräkoko | Geometria | fz, lähtöarvo (pienin–suurin) | |
| mm/z | tuumaa/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Lastuamisarvot, lastuamisnopeussuositukset
| ISO-alue | Laatu | vc, (pienin–suurin) | |
| m/min | jalkaa/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
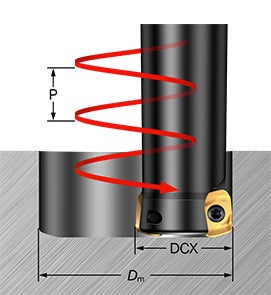
Noususyöttö
| Metriset jyrsimet (DCX) | Tuumamittaiset jyrsimet (DCX) | IC06-terät | IC08-terät | ||||||
| Suurin ap 0,8 mm (0,031 tuumaa) | Suurin ap 1,3 mm (0,051 tuumaa) | ||||||||
| Suurin nousukulma (RMPX) | Suurin Dm | Tasainen pienin Dm | Pienin Dm | Suurin nousukulma (RMPX) | Suurin Dm | Tasainen pienin Dm | Pienin Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Pistojyrsintä
Vapaapituus L ≤ 3×D
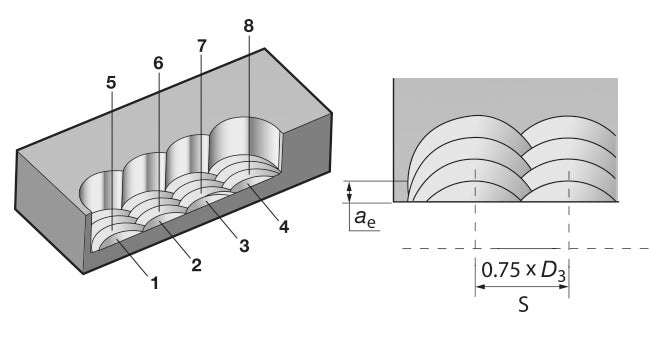
Huomaa! S-arvon tulee olla ≤ 20 mm
| IC | Suurin ae, mm (tuumaa) | Syöttö, mm/z (tuumaa/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Vapaapituus L ≥ 3×D
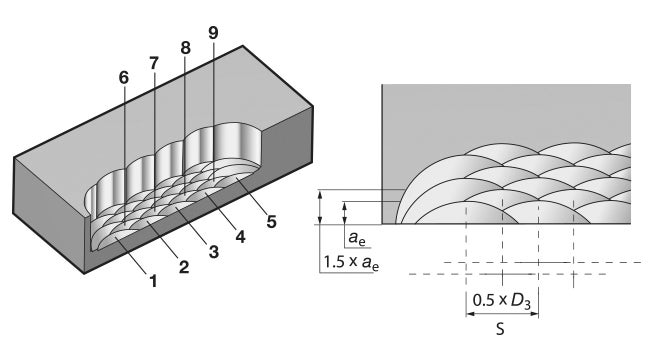
Huomaa! S-arvon tulee olla ≤ 20 mm
| IC | Suurin ae, mm (tuumaa) | Syöttö, mm/z (tuumaa/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675