
CoroMill 345
Ensisijainen valinta tuottavaan tasojyrsintään

Machining with wiper inserts

Internal coolant
Use internal coolant for best surface finish when machining stainless steel. Apply a coolant screw for internal coolant capability.
Shim mounting
Torque value
Insert screw: 3.0 Nm (26.5 in-lbs)
Shim screw: 6.0 Nm (53 in-lbs)
Application tips
Viimeistely wiper-terillä
Jyrsimällä saadaan erinomainen pinnankarheus, kun vakioterien kanssa käytetään yhtä tai useampaa wiper-terää. Wiper-terät toimivat parhaiten suurilla kierroskohtaisilla syötöillä (fn) isohalkaisijaisissa jyrsimissä, joissa on erittäin tiheä teräjako ja asetusmahdollisuus.

Oikean teräjaon valinta
Juuri oikean teräjaon valitseminen käsillä olevaan työhön on tärkeää.
• ISO P -materiaalien jyrsinnässä L- tai M-teräjako sekä suuri fz-arvoa takaavat tuottavuuden ja säästävät kustannuksia.
• Tasajakoisilla H- ja HX-malleilla saadaan differentiaalijakoisia jyrsimiä miellyttävämpi käyntiääni.
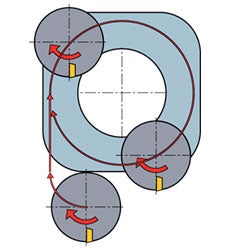
Varmista, että jyrsin lastuaa jatkuvasti
Jyrsimen paikoitus kappaleeseen nähden sekä terien kosketus kappaleeseen ovat jyrsinnän onnistumisen kannalta erittäin tärkeitä tekijöitä.
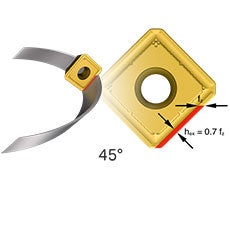
Maksimilastunpaksuus
Parhaan tuottavuuden saa, kun teräkohtainen syöttö fz lasketaan hex-arvon pohjalta.
Kun lastuamisarvot lasketaan oikean hex-arvon mukaan, lastuaminen on tehokasta, terät kestävät pitkään ja pinnankarheudesta tulee hyvä.
Recommendations
●
Difficult conditions

L
Limited stability and power
Long overhang
◐
Average conditions

M
General purpose
○
Good conditions

H
Good stability and power
Short chipping materials
☆
Excellent conditions

HX
Excellent stability and power
Short chipping materials
First choice insert
| Roughing | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Medium | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Finishing | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Cutting data
| Geometry | ISO | CoroMill® 345 | |||||
| fz (feed per tooth), mm (inch) | fz (hex), mm (inch) | ||||||
| Min | Start | Max | Min | Start | Max | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675