
CoroDrill 452
CoroDrill 452 -valikoima koostuu ratkaisuista, jotka on optimoitu komposiittien koneistukseen käsikoneilla. Tuotevalikoimaan kuuluvat täyskovametalliset porat, porrasporat, kalvimet ja upottimet. Saatavissa vakiotuotteina 24 tunnin toimitusajalla sekä asiakkaan vaatimuksiin räätälöityinä Tailor Made ja Advanced Engineered -ratkaisuina.

Reikä
Ilmailukomponenttien käsinporauksessa seuraavat tekijät ovat kriittisiä: Ilmailuteollisuuden kiinnikkeiden rei’ille on yleensä aivan omat toleranssit, jotka poikkeavat tavanomaisista IT-toleransseista. Varmista reiän toleranssit ennen testin aloittamista.

Työkappale
Onnistuminen edellyttää koko prosessin ymmärtämistä. Huomioon on etenkin otettava komponentin koko, muoto ja materiaali.

Työstökone
Käsinporaus poikkeaa CNC-, robotti- ja puoliautomaattisesta porauksessa siinä, että reiän paikka, lähestymiskulma ja syöttö riippuvat poraajasta. Seuraavat seikat on aina otettava huomioon:
Lastuamisneste
Lastuamisneste vaikuttaa Koska käsiporakoneissa ei ole sisäistä lastuamisnesteen syöttöä, voiteluun käytetään usein lastuamistahnaa. Sitä suositellaan metallipinkoille. Lastuamisnestettä ei tarvita puhtailla CFRP-pinkoilla

Käytännön vinkkejä
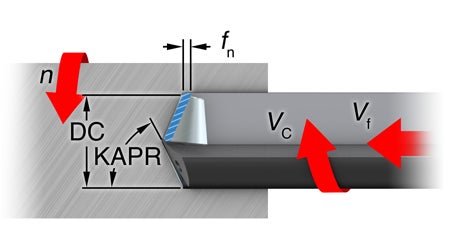
Lastuamisarvot
CFRP – 60 m/min (200 ft/min) 0.08 mm/r (0.003 in/r)
Alumiini – 60 m/min (200 ft/min) 0.08 mm/r (0.003 in/r)
Titaani – 15 m/min (50 ft/min) 0.05 mm/r (0.002 in/r)
Ruostumaton teräs – 15 m/min (50 ft/min) 0.05 mm/r (0.002 in/r)

Tutustu tarkemmin käytettyjen työkalujen kunnostamiseen
Täyskovametalli-/pikaterästyökalut voidaan kunnostaa jopa kolme kertaa ennen romuttamista – säästät selvää rahaa.

Tailor Made
Toisinaan tarkalleen sopivan mittaista työkalua ei löydy vakiovalikoimasta. Silloin luonteva ratkaisu on Tailor Made -palvelumme.
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675