
Täyskovametallisten pyöreiden työkalujen kunnostus
Työkalujen kunnostuksen tilaaminen

1. Tilaa lähetyspakkaus
Tilaa työkalun lähetyspakkaus lähettämällä Sandvik Coromantille sähköpostia.
Ilmoita, minkä kokoisen pakkauksen tarvitset:
- Tavallinen pakkaus (300 mm x 200 mm x 138 mm), tuotenumero: 6949557
- Suuri pakkaus (400 mm x 300 mm x 138 mm), tuotenumero: 6949558
2. Valitse työkalut
Ilmoita, mitkä kuluneet työkalut haluat kunnostaa. Varmista työkalujen kulumisoppaasta, että työkalut soveltuvat kunnostettaviksi.
Kunnostuspalvelun voi tilata vähintään viidelle työkalulle. Palvelu on saatavilla ainoastaan Sandvik Coromantin työkaluille.
3. Pakkaa huolellisesti
Sinulle toimitetaan pakkauksen mukana vaahtomuovipehmusteita, jotka suojaavat työkaluja kuljetuksen aikana.
Noudata pakkausohjeita pirstoutumisen ja rikkoutumisen välttämiseksi.
4. Lähetä pakkaus
Sandvik Coromant toimittaa toimitustiedot pyyntösi perusteella.
Kun kunnostus on valmis, lähetämme työkalut sinulle takaisin.
Kysymyksiä ja vastauksia
Kunnostetaanko kaikki lähettämäni työkalut?
Selvitämme teknisessä tarkastuksessa, mitkä työkaluista soveltuvat kunnostettaviksi. Jos jokin työkalu ei ole kunnostettavissa, se palautetaan punaisella teipillä merkittynä.
Kuinka pitkään kunnostus kestää?
Kunnostetut työkalut lähetetään takaisin yleensä neljän viikon päässä siitä, kun ne on lähetetty meille. Saat kahden viikon kuluessa toimitusvahvistuksen, jossa ilmoitetaan tarkka lähetysaika.
Miten voin seurata, kuinka monta kertaa työkaluni on kunnostettu?
Kunkin kunnostuskerran näkee työkalun varressa olevasta lasermerkinnästä.
Voit tarkistaa työkalun uudelleenhiontojen (NORGMX) ylärajan syöttämällä työkalun tuotenumeron Sandvik Coromant ‑sivuston hakukenttään.
Alkuperäisen laadun palauttaminen
Kuluneet täyskovametalliset porat ja varsijyrsimet palautetaan työkalujen kunnostusprosessissa alkuperäiseen kuntoonsa, mikä pidentää niiden kokonaiselinkaarta. Kunnostus parantaa raakamateriaalien käyttöä valmistuksessa ja samalla pienentää lastuamistyökalukustannuksia.
Palauta työkalut alkuperäiseen laatuun ja pidennä niiden kokonaiselinkaarta
Voimme taata työkaluille uudenveroisen suorituskyvyn, koska työkalumme on suunniteltu siten, että niiden käsittely on täsmälleen kopioitavissa tulevassa kunnostuksessa. Työkalun alkuperäinen geometria ja pinnoite palautetaan kunnostusprosessissa. Kunnostettujen työkalujen suorituskyky testataan samalla tavalla kuin uusienkin työkalujen tapauksessa.
Alla olevassa kaaviossa vertaillaan neljän uuden työkalun ostokustannuksia (I) yhden työkalun ostamiseen ja kolmeen kunnostuskertaan (II). Kustannuksista voidaan säästää parhaillaan jopa puolet.
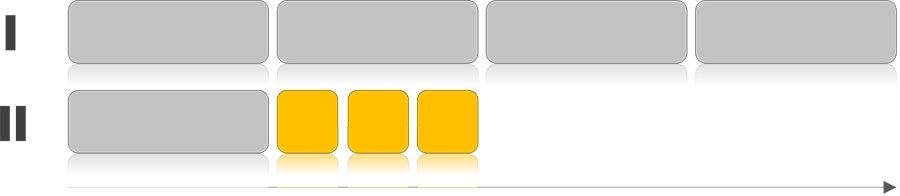
Työkalun kokonaiskustannukset
Kunnostettavissa
Seuraavia työkaluja voidaan kunnostaa:
Kunnostettavien työkalujen pakkaaminen
Jotta työkalut eivät vaurioidu kuljetuksen aikana, noudata näitä ohjeita:
- Pakkaa työkalut niiden alkuperäisiin muovipakkauksiin, jotta ne eivät kolhi toisiaan.
- Jos alkuperäistä pakkausta ei ole enää saatavilla, käytä kuplamuovia tai muuta vastaavaa sopivaa vaihtoehtoa.
- Aseta kaikki työkalut lähetyspakkauksen mukana toimitettavien kahden vaahtomuovipehmusteen väliin.
Laajenna kuva klikkaamalla
Kierrätys
Kun täyskovametallinen työkalu tulee elinkaarensa päähän, sen voi lähettää Sandvik Coromantin takaisinosto-ohjelmaan. Tällöin täyskovametalli kierrätetään ja siitä valmistetaan uusia työkaluja. Lue lisää kovametallin kierrätyksestä.
Etsi uusia täyskovametallisia pyöreitä työkaluja
Jos etsit uusia työkaluja, siirry täyskovametallisten pyöreiden työkalujen osioomme.

Tunnista työkalujen kulumistyyppi
Tunnista työkalujesi kulumistyyppi alla olevan oppaan avulla.
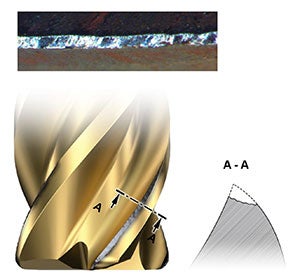
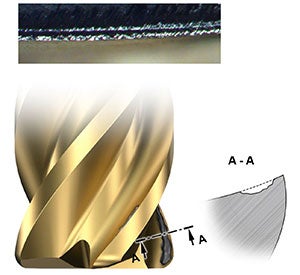
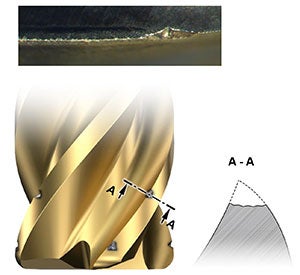
Tasainen viistekuluminen
Yksi yleisimmistä kulumistyypeistä (tavallista kuivissa ISO-P-materiaaleissa). Alkaa yleensä teräsärmästä ja muodostuu enemmän teräsärmän viistepuolelle.
Pääasiallinen kulumismekanismi – abrasiivinen
Aiheuttaja:
- Suuri lastuamisnopeus ja pieni syöttö
- Heikko kulumiskestävyys
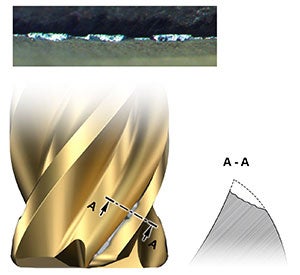
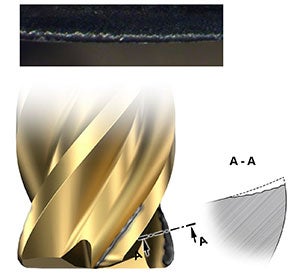
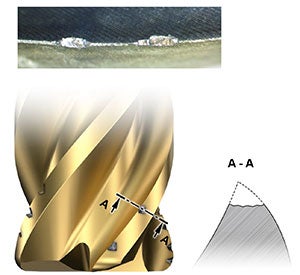
Epätasainen viistekuluminen
Jotkin teräsärmän osat kuluvat aluksi nopeammin kuin muut.
Pääasiallinen kulumismekanismi – pinnoitteen osittainen lohkeilu ja teräsärmän epäsäännöllinen mikropirstoutuminen, mitä seuraa abrasiivinen kuluminen.
Aiheuttaja:
- Suuri lastuamisnopeus ja pieni syöttö
- Värinä
- Heikko kulumiskestävyys
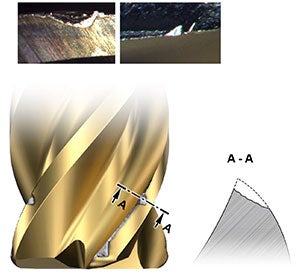
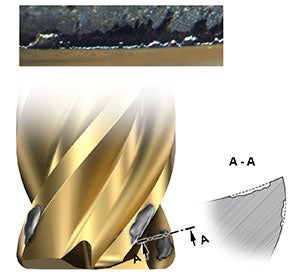
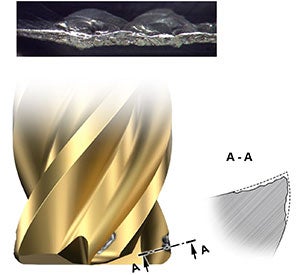
Paikallinen viistekuluminen
Yleensä työkalujen kulmissa ja/tai suurimalla lastuamissyvyydellä.
Pääasialliset kulumismekanismit – adhesiivinen, termomekaaninen tai kemiallinen.
Aiheuttaja:
- Korkea lämpötila
- Värinä
- Lastujen uudelleenleikkautuminen
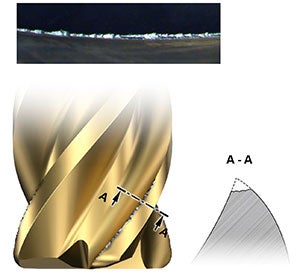
Kuoppakuluminen
Esiintyy täyskovametallisissa varsijyrsimissä vain harvoin.
Pääasiallinen kulumismekanismi – kemiallinen ja abrasiivinen.
Aiheuttaja:
- Korkea lämpötila (suuri lastuamisnopeus)
Porrasmallinen pintakuluminen
Ilmenee yleensä, kun lastuamisnestevirtaus syötetään alhaisella paineella ulkoisten suuttimien läpi.
Pääasiallinen kulumismekanismi – kemiallinen
Aiheuttaja:
- Korkea lämpötila
Lohkeilu
Ilmenee yleensä sellaisten materiaalien jyrsinnässä, jotka tarttuvat teräsärmään helposti.
Pääasiallinen kulumismekanismi – adhesiivinen
Aiheuttaja:
- Tarttuva työkappaleen aine
Tasainen pirstoutuminen (säröily)
Teräsärmän pienet vauriot. Muista kulumistyypeistä voi seurata pirstoutumista.
Pääasialliset kulumismekanismit – termomekaaninen tai adhesiivinen
Aiheuttaja:
- Teräsärmä on liian heikko ja hauras
- Liialliset lämpötilanvaihtelut
- Värinä

Kampamurtumat
Ilmenevät teräsärmässä ja laajenevat viettäviin otsapintoihin ja kylkien pintoihin. Murtuvat aluksi kohtisuoraan teräsärmään nähden, muodostavat sivusuuntaisia halkeamia ja aiheuttavat särmän pirstoutumista.Pääasiallinen kulumismekanismi – termomekaaninen
Aiheuttaja:
- Nopeat lämpötilanvaihtelut
Paikallinen pirstoutuminen
Vaurioita ilmenee tasaisesti teräsärmälinjan tietyssä kohdassa.
Pääasialliset kulumismekanismit – termomekaaninen tai adhesiivinen
Aiheuttaja:
- Teräsärmä on liian heikko ja hauras
- Liialliset lämpötilanvaihtelut
- Värinä
Lastujen uudelleenleikkautuminen
Epätasainen pirstoutuminen
Teräsärmän epäsäännölliset vauriot teräsärmälinjalla.
Pääasialliset kulumismekanismit – termomekaaninen tai adhesiivinen
Aiheuttaja:
- Teräsärmä on liian heikko ja hauras
- Liialliset lämpötilanvaihtelut
- Värinä
- Lastujen uudelleenleikkautuminen
- Korjaus
Yläliuskeet
Ilmenee yleensä ISO-S-materiaalien jyrsinnässä. Alkaa särmälinjasta, laajenee viettävään otsapintaan ja muodostaa yläliuskeita.
Pääasialliset kulumismekanismit – adhesiivinen ja haurasmurtuminen
Aiheuttaja:
- Tarttuva työkappaleen aine
- Korkea lämpötila
- Värinä

Yhdessä kestävän tulevaisuuden puolesta
Me voimme auttaa sinua tuotteiden ja prosessien ympäristötehokkuuden parantamisessa. Sandvik Coromant on jo vuosien ajan kehittänyt ympäristö-, terveys- ja turvallisuusasioiden hallintajärjestelmiä koskevia eettisiä periaatteita. Tärkeässä roolissa on uusi elinkaarimalli, jota noudatamme, kun ostamme ja keräämme käytetyt työkalusi joko kunnostettavaksi tai kierrätettäväksi. Prosessi säästää energiaa ja pienentää hiilidioksipäästöjä molempien osapuolten kohdalla.
