
Eje de generador


Existe un grupo de operaciones típicas de torneado utilizadas para ejes que han experimentado verdaderas mejoras continuas. Al desbaste pesado de grandes piezas forjadas, largas y con superficie irregular pero en condiciones estables, le sigue el acabado axhaustivo de las superficies de rodamiento. Las operaciones de torneado realizadas en piezas para la producción de energía admiten muchas mejoras mediante la aplicación de avances en tecnología de herramientas.
Cualquier lista de comprobación de los factores que afectan directamente al nivel de rendimiento, seguridad y resultados debería incluir los siguientes. Constituyen un grupo claro de parámetros de aplicación que suponen una gran diferencia para el éxito del torneado:
- incorporación de la más novedosa generación de calidades de plaquita, con calidades versátiles y también específicas para optimizar operaciones individuales,
- la mejor geometría de plaquita para operaciones de torneado en desbaste que ofrece mayor velocidad de arranque de viruta,
- la mejor tecnología de plaquitas Wiper, con la que se consigue un mayor rendimiento y mejores resultados para tornear en acabado.
- buenas opciones de sujeción de la plaquita en el portaplaquitas para maximizar la estabilidad y la seguridad,
- incorporación de los mejores portaherramientas modulares disponibles para operaciones de torneado, con una estabilidad óptima y cambios de herramienta rápidos.
Las posibilidades de poder aplicar la mejor forma de plaquita para maximizar la resistencia y de aplicar el ángulo de posición más adecuado dependen de la amplitud del programa de herramientas para tornear. También es necesario que esté disponible el filo en el tamaño y forma de plaquita correctos, tanto para optimizar la operación como para ofrecer una buena economía de herramienta. La elección entre plaquitas redondas y cuadradas con una geometría y un radio de punta específicos puede resultar decisiva para optimizar operaciones de torneado, tanto en operaciones de desbaste como de acabado.
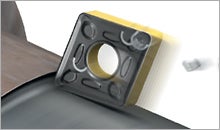
Torneado en desbaste
Para el torneado en desbaste de acero, la geometría de plaquita HM representa el más actual desarrollo de herramienta.
- Torneado en desbaste

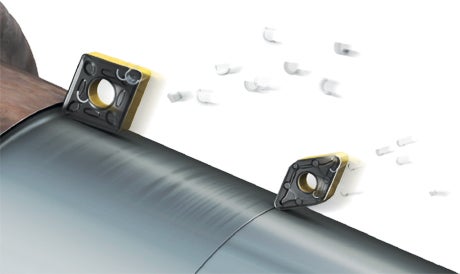
Torneado en acabado
Para operaciones de torneado en acabado, la tecnología Wiper ha evolucionado considerablemente desde su presentación hace ya una década.
- Torneado en acabado

Torneado exterior: CoroTurn RC
La sujeción fiable de la plaquita tiene un fuerte impacto en la calidad de la pieza.
CoroTurn® RC es la primera elección y se encuentra disponible como unidades de corte Coromant Capto® y diseños de mango convencional para todo tipo de formas de plaquita.
- CoroTurn RC
Torneado en desbaste
Para el torneado en desbaste de acero, la geometría de plaquita HM representa el diseño de herramienta más reciente. Se trata de un nuevo diseño de plaquitas de dos caras para mecanizado pesado. HM se presenta en plaquitas de forma S para maximizar la resistencia y en plaquitas de forma C para aportar una mayor versatilidad. Diseñada específicamente para alcanzar una gran profundidad de corte en acero forjado, presenta filos muy resistentes y un área rompeviruta muy amplia. Esto le permite resistir las enormes variaciones presentes en la amplia gama de velocidades de avance de la plaquita, al mismo tiempo que proporciona durabilidad y seguridad del filo.
Al combinar la nueva geometría HM con la calidad adecuada de la serie GC4000, permite optimizar el rendimiento hasta niveles nunca antes alcanzados. Asimismo, permite limitar riesgos específicos a los que se enfrenta el filo, como la deformación plástica y la craterización para obtener así una vida útil de la herramienta más prolongada. La nueva generación de calidades para tornear acero, como la versátil GC4225, ofrece un elevado régimen de arranque de metal gracias a su equilibrio entre durabilidad y previsibilidad. GC4235 es la alternativa más tenaz, con una seguridad del filo máxima en las condiciones más exigentes.
Torneado en acabado
Para operaciones de torneado en acabado, la tecnología Wiper ha evolucionado considerablemente desde su presentación hace ya una década. Esta nueva forma de diseñar el radio de punta de una plaquita eliminó el problema convencional de la relación entre tamaño del radio y avance por vuelta, y su efecto sobre el acabado superficial. Las plaquitas Wiper permitieron duplicar el avance manteniendo el mismo acabado superficial.
La plaquita Wiper WMX es la nueva generación que permite obtener el acabado superficial requerido con más rapidez que las plaquitas con radio de punta convencional. Su radio principal, con varios radios complementarios, está diseñado como parte de una nueva geometría rompeviruta que proporciona a la plaquita una gama de avance mucho más amplia. Las plaquitas Wiper WMX también se pueden aplicar en operaciones de desbaste medio.
En comparación con la anterior generación de plaquitas Wiper, esta plaquita ofrece un acabado superficial aún mejor, menos tendencia a la vibración, mejor control de viruta y una acción de corte más uniforme. La amplia gama central de aplicación de tipo WMX se complementa con una gama adicional de geometrías Wiper que se pueden utilizar para optimizar con valores muy bajos de avance/profundidad de corte o también con profundidad de corte mayor.
Eje de turbina de vapor
Los ejes de turbina se suelen mecanizar en operaciones de torneado y ranurado con... keyboard_arrow_right
Torneado exterior
Las operaciones de torneado exterior mecanizan el diámetro exterior de la pieza.... keyboard_arrow_right
Cómo elegir la plaquita de torneado correcta
Debe tener en cuenta muchos parámetros a la hora de seleccionar una plaquita de torneado.... keyboard_arrow_right
Álabe de turbina
El mecanizado de álabes alcanza nuevas cotas La fabricación competitiva de álabes... keyboard_arrow_right
