
Bi-metal machining process
CoroMill® Century – bi-metal machining process without burring, chipping or scratching
Many modern engines use cylinder blocks that consist of grey cast iron liners casted together with aluminium. This makes machining engine block deck faces a considerable challenge.
Sandvik Coromant has developed a process in which bi-metal cylinder blocks can be machined without burring, chipping or scratching using CoroMill Century.
Features and benefits
- Reliability and surface quality according the component specification of demands
- Typical surface finish achieved Rz 2.12 - 3.86 / Rt 2.52 – 4.43
- Depending the application, the process can be done in 1 or 2 machining steps
- Smallest cutter diameter always in correlation with the cylinder liner outer and inner diameter
- Standard wiper insert CB50
- MQL application
Application
- Bi-metal machining method (aluminium cast iron) on fire face, deck face, top face cylinder blocks in standard machine centre (M/C)
Ask the expert – aluminium machining
Brent Marsh Questions with Brent Marsh Sandvik Coromant’s Automotive Machining... chevron_right
How to optimize aluminium machining in the automotive industry
With the automotive sector increasing its use of engine, powertrain, water pump and... chevron_right
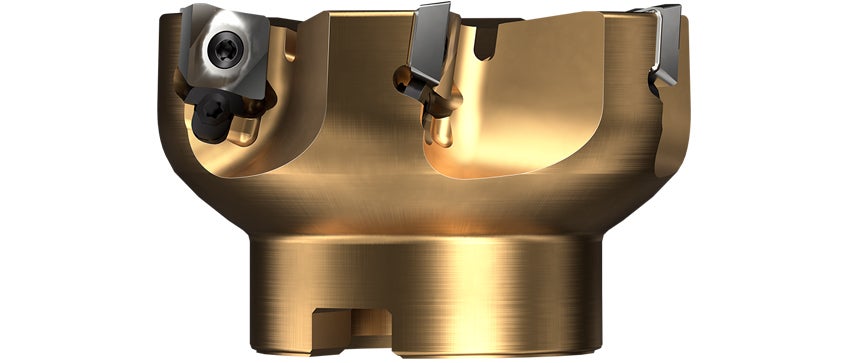
CoroMill® Century
CoroMill Century is a face mill tool system with aluminium or steel body for high... chevron_right
M610
A range of thermal and mechanical properties makes milling bi-metal materials challenging.... chevron_right
