
Außendrehen
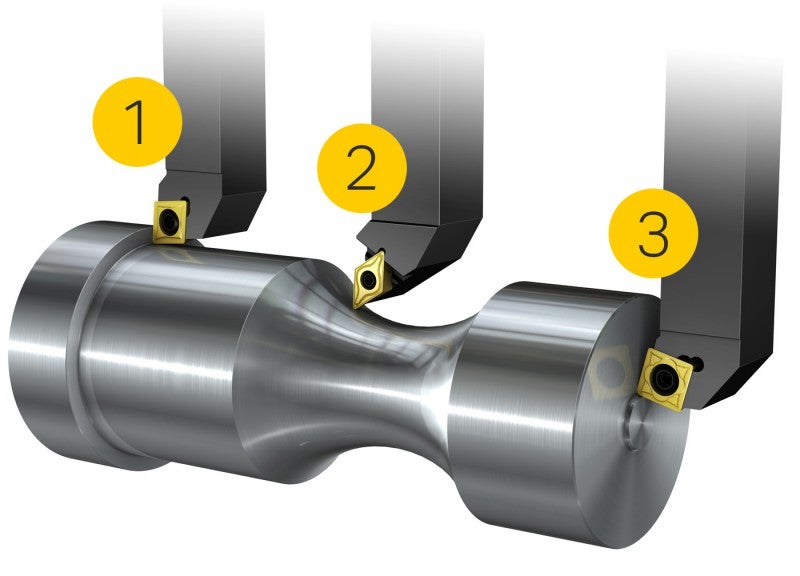
Beim Außendrehen wird der äußere Durchmesser des Bauteils bearbeitet. Das Außendrehen ist einer der bekanntesten und gängigsten Prozesse und stellt daher hohe Anforderungen an Spankontrolle, Prozesssicherheit und Bauteilqualität. Die grundlegenden Anwendungsbereiche für die Außenbearbeitung sind Längsdrehen (1), Profildrehen (2), und Plandrehen (3).
PrimeTurning™ ermöglicht das Drehen in allen Richtungen mit höherem Zeitspanvolumen und höchster Produktivität.
Längsdrehen

Beim Längsdrehen ist die Vorschubbewegung des Werkzeugs entlang der Werkstückachse, was bedeutet, dass sich der Durchmesser des Werkstücks verkleinert. Außendrehen ist die gebräuchlichste Operation.
Bei der Wahl eines Werkzeugs zum Längsdrehen wird empfohlen, zuerst das Spannsystem für die im Halter befindliche Wendeschneidplatte auszuwählen. Die Wahl hängt vom Bearbeitungstyp und im gewissen Maße von der Bauteilgröße ab. Schruppbearbeitungen großer Bauteile stellen, im Vergleich zu Schlichtanwendungen in kleinen Komponenten, sehr unterschiedliche Anforderungen.
Wendeschneidplattenform
Der größtmögliche Eckenradius ist zu wählen, um der Wendeschneidplatte die beste Stabilität und Kosteneffizienz zu verleihen.
Einstellwinkel
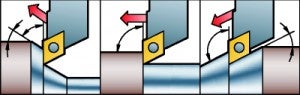
Der Einstellwinkel des Werkzeugs beeinflusst die Spanbildung. Bei einem Einstellwinkel von 90° (Eintrittswinkel von 0°) ist die Spandicke gleich groß wie der Vorschub, fn. Bei einem kleineren Winkel zwischen 75–45° (15–45° Eintrittswinkel) reduziert sich die Spandicke, wodurch eine Steigerung des Vorschubs möglich ist.
Werkzeughalter
Bei der Bearbeitung von Ecken eines Bauteils ist ein Werkzeug mit einem 91–95° Einstellwinkel (-1 bis -5° Eintrittswinkel) zu wählen. Eine Wendeschneidplatte in C-Ausführung (80°) als erste Wahl verwenden.
Wendeschneidplatten in D-Ausführung (55°) sind zum Profildrehen oder für Freistiche ausgelegt.
Wenn keine Ecken zu bearbeiten sind, lässt sich die Produktivität mit Wahl einer quadratischen Wendeschneidplatte und einem Einstellwinkel von 75° (15° Eintrittswinkel) erhöhen.



Drehwerkzeuge für das Längsdrehen
Profildrehen

Beim Profildrehen kann der Schnitt hinsichtlich Schnitttiefe, Spandicke und Schnittgeschwindigkeit variieren. Werkzeuge für das Profilfräsen sind starken Schwankungen hinsichtlich Belastung und Schnitttiefe ausgesetzt, die aufgrund wechselnder Bearbeitungsrichtungen und Durchmesseränderungen auftreten. Eine der wichtigsten Eigenschaften eines Werkzeugs zum Profildrehen ist Zugänglichkeit.
Wendeschneidplattenform
Für beste Stabilität und Kosteneffizienz ist der größtmögliche Spitzenwinkel zu wählen. Außerdem sollte der Spitzenwinkel in Bezug auf Zugänglichkeit zwischen Bauteil und Schneidkante berücksichtigt werden. Die gängigsten Spitzenwinkel sind 35° und 55°.
Einstellwinkel

Analysieren Sie die Bauteilform, um den am besten geeigneten Einstellwinkel zu wählen. Zwischen dem Bauteil und der Wendeschneidplatte sollte ein Freiwinkel von mindestens 2° eingehalten werden. Aus Gründen der Oberflächengüte und Standzeit wird allerdings ein Einstellwinkel von mindestens 7° (83° Eintrittswinkel) empfohlen.
Werkzeughalter
Erste Wahl ist ein Werkzeug mit einem Einstellwinkel von 93° (-3° Eintrittswinkel) und eine Wendeschneidplatte in D-Ausführung (55°). Wenn ein größerer Eintauchwinkel erforderlich ist, eine Wendeschneidplatte in V-Ausführung (35°) verwenden.
Für die Möglichkeit, eine Profilbearbeitung in eine andere Richtung durchzuführen oder einen Eckenfreistich zu erstellen, ist ein Halter mit 107–117° Einstellwinkel (-17 bis -27° Eintrittswinkel) zu wählen.Drehewerkzeuge zum Profildrehen
Plandrehen

Beim Plandrehen erfolgt die Werkzeugzustellung radial zur Mitte, am Werkzeugende. Hohe radiale Schnittkräfte können zu Bauteilablenkungen und manchmal auch zu Vibrationen führen.
Wendeschneidplattenform
Die Wendeschneidplattenform sollte entsprechend des erforderlichen Einstellwinkels und der vom Bauteil geforderten Zugänglichkeit oder Vielseitigkeit ausgewählt werden. Der größtmögliche Eckenradius ist zu wählen, um der Wendeschneidplatte die beste Stabilität und Kosteneffizienz zu verleihen.
Einstellwinkel
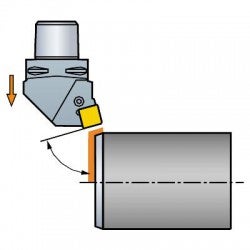
75° Einstellwinkel (15° Eintrittswinkel)
Durch eine Reduzierung des Einstellwinkels (Erhöhung des Eintrittswinkels) kann ein Teil der Radialkräfte axial zum Spannfutter gelenkt werden, um die Stabilität zu erhöhen und Vibrationen zu reduzieren.
Werkzeughalter
Für optimierte Anwendung ist ein Halter mit quadratischer Wendeschneidplatte und Einstellwinkel von 75° (15° Eintrittswinkel) zu wählen.
Für vielseitige Anwendung ist ein Halter mit rhombischer oder trigonförmiger 80°-Wendeschneidplatte und einem Einstellwinkel von 95° (-5° Eintrittswinkel) zu wählen.Drehwerkzeuge zum Plandrehen
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
PrimeTurning™
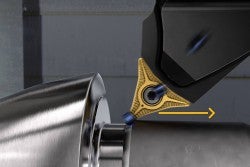
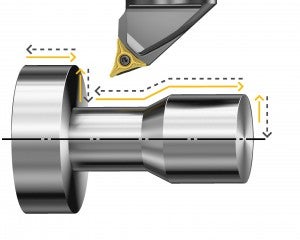
PrimeTurning™ ist eine Drehmethode, bei dem das Werkzeug nahe des Spannfutters in das Bauteil eintritt und das Material „rückwärts" abträgt, während es in Richtung des Reitstocks verfährt. Diese Methode ist wesentlich effizienter und produktiver als konventionelle Drehverfahren.
Diese Strategie bietet die Flexibilität für das Drehen in allen Richtungen, d. h. Längs-, Plan,- und Profildrehen mit einem Werkzeug. Außerdem kann die konventionelle Drehbearbeitung mit demselben Werkzeug durchgeführt werden – allerdings auch nur mit herkömmlichen Produktivitätsergebnissen.
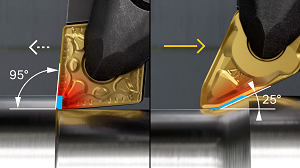
Kleiner Einstellwinkel
PrimeTurning™ bietet perfekte Reichweite zur Schulter und erlaubt Einstellwinkel von 25–30° (65–60° Eintrittswinkel). Der kleine Einstellwinkel erzeugt einen dünnen und langen Span, der die Last und Wärme weg vom Eckenradius verteilt. Dies resultiert in längeren Standzeiten oder erlaubt den Einsatz höherer Schnittdaten für erhebliche Produktivitätszuwächse.
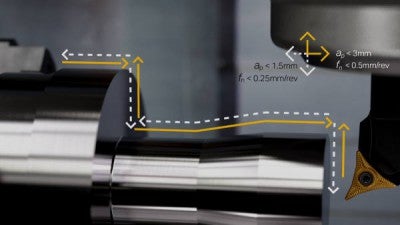
Konventionelles Drehen vs. PrimeTurning™
Hervorragende Spanabfuhr
Beim konventionellen Längsdrehen kann Spänestau ein häufiges Problem darstellen. Bei PrimeTurning™ erfolgt die Bearbeitung von der Schulter weg, sodass keine Gefahr von Spänestau besteht.

Einsatz von PrimeTurning™
Aufgrund der hohen Radialkräfte erfordert diese Methode stabile Bauteile sowie eine stabile Aufspannung. Die Methode ist bestens geeignet für kurze und kompakte Bauteile sowie für schlanke Komponenten mit Reitstock-Spannung. PrimeTurning ™ ist eine gute Wahl für die Massenfertigung oder Bauteile, die häufige Aufspannungen und Werkzeugwechsel erfordern.Mehr Informationen zu CoroTurn® Prime Werkzeugen
Schwerdrehen

Eine typische Form des Schwerdrehens ist das Drehen von großen Bauteilen mit unregelmäßigen Oberflächen in Kombination mit sehr großer und variierender Schnitttiefe.
Darüber hinaus sind sehr lange Eingriffzeiten üblich, was zu hohen Temperaturen führt. Die Schnittgeschwindigkeit und Drehzahl sind in Abhängigkeit der Größe und Aufspannung des Bauteils begrenzt. Die Bearbeitung erfolgt in trockenem Zustand aufgrund der offenen und damit für Nassbearbeitungen ungeeigneten Bauweise der Maschinen.
Beispiele für Bauteile sind große Wellen für die Stromerzeugung, Propellerwellen und Schutzvorrichtungen für Atomkraftwerke und große Behälter.
Drehschälen

Drehschälen ist eine Methode zur Entfernung von Oxyd- und Walzhaut sowie Oberflächenrissen etc. von Walz- oder Schmiederohlingen. Drehschälen wird auch bei dickwandigen Rohren durchgeführt.
Die meisten bearbeiteten Bauteilwerkstoffe sind Kohlenstoffstahl, Federstahl sowie rostfreier Stahl.
Die Anwendungsbereiche variieren, jedoch werden geschälte Stangen häufig als Zwischenprodukt bei der Produktion von Komponenten verwendet, die weiterbearbeitet werden. Beispiele sind Strangpressrohlinge für die Herstellung von Rohren sowie Achsenteile für die Automobilindustrie.
Verglichen mit konventionellem Drehen ist das Drehschälen eine Zerspanungsmethode, die infolge kürzerer Durchlaufzeiten eine hohe Produktivität und niedrige Produktionskosten bietet. Aufgrund der hohen Oberflächengüte und optimalen Maßgenauigkeit wird der Umfang dernachfolgenden Bearbeitungen reduziert.Drehwerkzeuge zum Schwerdrehen
Sie interessieren sich für die Radsatzbearbeitung und das Drehen von neuen Rädern? Lesen Sie unser Anwenderhandbuch Räderbearbeitung.

Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Innendrehen
Beim Innendrehen wird der innere Durchmesser des Bauteils bearbeitet. Große Überhänge... keyboard_arrow_right
Gewindedrehen
Gewindedrehen ist eine anspruchsvolle Anwendung, bei der Spankontrolle und dauerhafte... keyboard_arrow_right
Allgemeine Drehbearbeitung
Was ist Drehen Beim Drehen wird eine zylindrische oder runde Form mit einem einschneidigen... keyboard_arrow_right
Profildrehen
Profildrehen wird zur Bearbeitung komplexer Nuten eingesetzt.. Der Zugang zu den... keyboard_arrow_right
