
Wie haben sich Werkzeuge entwickelt, um Vorteile zu bieten?
Und was bedeutet das für die Hersteller von Windturbinenbauteilen?
Windturbinenbauteile variieren deutlich in Bezug auf Größe, Ausführung, Werkstoff und den zu bearbeitenden Merkmalen. Das bedeutet, dass sie von den regelmäßigen Weiterentwicklungen von Werkzeugen und Bearbeitungsmethoden umfassend profitieren.
Jahrelanges Verharren auf dem gleichen Stand, die Vorteile neuer, verfügbarer Konzepte nicht auszuschöpfen, die zu kontinuierlichen Verbesserungen führen, bedeutet einen deutlichen Verlust der Wettbewerbsfähigkeit. Hier einige Beispiele.
Der Werkstoff
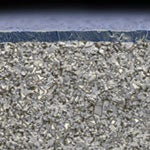
Der Werkstoff ist der entscheidende Faktor aller Zerspanungswerkzeuge und beeinflusst nicht nur die Haltbarkeit und Bearbeitungssicherheit, sondern auch die Produktivität. Die Schnittdaten und Standzeit, die eine Schneidkante basierend auf der Verschleißfestigkeit und Stabilität ermöglicht, bestimmen die Taktzeiten, Maschinennebenzeiten, die Vielseitigkeit, Flexibilität und damit auch die Kapazität der Werkstatt.
Die Mehrzahl aller Wendeschneidplatten sind heute beschichtet, so dass jede Optimierung in diesem Bereich einen enormen Einfluss auf die Leistung hat. Die zwei wichtigsten Beschichtungsprozesse und Werkstoffe wurden deutlich verbessert, so dass sich heute die Sorten so gut wie nie zuvor ergänzen.
Neue PVD-Sorten wurden eingeführt, bei denen der Beschichtungsprozess die Zugspannung im Werkstoff durch entgegenwirkende Druckspannungen reduziert. Dies wird mittels eines neuen Behandlungsprozesses erzielt, der dazu führt, dass schärfere Schneidkanten stabiler und sicherer sind. Dadurch ergeben sich deutliche Vorteile etwa beim Schaftfräsen, bei dem der Ein- und Austritt aus dem Schnitt oftmals problematisch ist.
Neue CVD-Beschichtungen mit geringerer inhärenter Spannung und Nachbeschichtungsverfahren von Wendeschneidplatten ermöglichen dickere, verschleißfestere Platten. Davon profitieren insbesondere Anwendungen, bei denen die Gefahr von Ausfällen infolge thermischer und chemischer Belastung höher ist. Dass die Beschichtung dicker sein kann, ohne negative Auswirkungen auf die Schneidplattenzähigkeit, führt auch dazu, dass die Wendeplatten höhere Schnittgeschwindigkeiten meistern und dabei länger haltbar und berechenbarer sind. Dadurch ist das Schruppfräsen und -drehen heute deutlich produktiver.
PVD
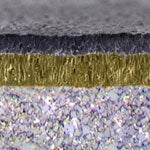
CVD
Werkzeughalter
Werkzeughalter sind die Verbindung zwischen Schneidkante und Maschine und ein Schlüsselfaktor für hohe Leistung und Qualität. Mehrere Entwicklungen haben bezüglich der Schnittstelle zwischen Wendeschneidplatte und Werkzeughalter und Werkzeug und Spindel stattgefunden.
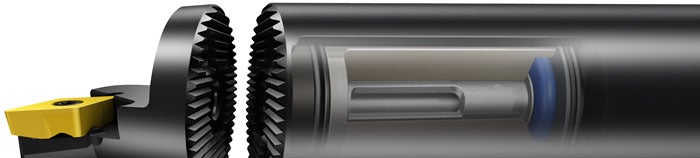
Kleine, auswechselbare Schneidköpfe als modularer Teil im Werkzeug haben Dreh- und Aufbohrwerkzeuge verändert. Die Verfügbarkeit von einsatzbezogenen Werkzeugen, die für eine Vielzahl von Drehbearbeitungen, insbesondere dem Innendrehen optimiert sind, wurde so revolutioniert. Diese Modularität basiert auf der Entwicklung einer neuen verzahnten Schnittstelle (SL) zwischen Schneidkopf und Werkzeugadapter.
Bewährte Rationalität ist dank der Entwicklung des SL-Werkzeugsystems nun auch bei Drehmaschinen, Vertikaldrehmaschinen und Multi-Task Maschinen gegeben, bei denen die Kupplung eine Durchführung fast jeder Anwendung ohne Leistungseinbußen ermöglicht.
