
Optimale Bearbeitung - Hauptwelle
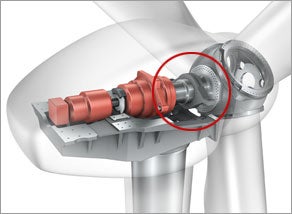
Die Hauptwelle überträgt die Umdrehungen der Rotornabe in das Getriebe mit einer maximalen Drehzahl ~20 U/min.
Die Hauptwelle wird durch Lager gestützt. Sie ist innen hohl und nimmt Hydraulikleitungen und elektrische Kabel auf. Auf Grund der Übertragung hoher Drehmomente muss sie lang, schwer und äußerst stabil sein.
Zurück zur Hauptwelle
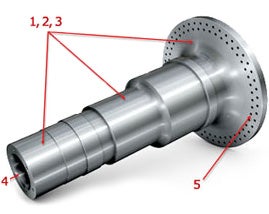
Bearbeitungsübersicht:
1. Drehen – Schweres Schruppen
2. Drehen – Vorschruppen
3. Drehen - Schlichten
5. Bohren – Kurzlochbohren
Konventionelle Hauptwelle
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 22 Tonnen beträgt das Gewicht des Rohlings
- 14 Tonnen nach der Bearbeitung
- 8 Tonnen zerspantes Material
- Bearbeitungszeit: 30-40 Stunden
- Geschmiedet, mit einem Flansch
- Typischer Werkstoff:
- Beispiel einer 2 MW Hauptwelle:
- Abmessungsbeispiele:
- Großer Durchm.: 1800 mm, kleiner Durchm. 400 mm
- Länge: 3,500 mm
Werkstück
- Großer Durchm.: 1.8 Meter
- Kleiner Durchm.: 0.4 Meter
- Länge: 3.5 Meter
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- Schmiedehaut
- Trockenbearbeitung
- Durchmesser:
- Werkstoff:
- Kühlschmierstoff:
- Herausforderung:
- Schnittunterbrechung infolge uneinheitlicher Durchmesser
| Coromant Capto C10, Heavy Duty |
| SCMT 380932-R5 |
| GC4235 |
| Maximum 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/U |
Längsdrehen
Schweres Schruppen
Das T-MAX® P Konzept ist das Paradebeispiel für neueste Werkzeugtechnologie zum produktiven Drehen. Die Geometrien sind speziell für einen perfekten Spanbruch konzipiert. Hochmoderne Schneidstoffe bieten hohe Vorschübe bei trockener Bearbeitung.
Zur Optimierung der Produktivität durch verbesserte Präzision und Stabilität setzen Sie einfach das modulare Coromant Capto® System ein. Es ist gleichermaßen effektiv beim Drehen, Fräsen, Bohren und Aufbohren.
Es können die gleichen Schneidköpfe und Adapter in unterschiedlichen Anwendungen und Maschinen eingesetzt werden. So wird eine Standardisierung auf ein Werkzeugsystem und eine Reduzierung des Werkzeuginventars erzielt.
| Halter | Coromant Capto | Coromant Capto |
| Sorte | GC4225 | GC4225 |
| Schnitttiefe (ap) | 7-10 mm | 5-10 mm |
| Schnittgeschwindigkeit (Vc) | 70-120 m/min | 70-120 m/min |
| Vorschub (fn) | 0.5-2.5 mm/U | 0.5-1.5 mm/U |
Drehen
Vorschruppen
Ein Coromant Capto Werkzeughalter ist auch erste Wahl beim Vorschlichten. In Kombination mit der Sorte GC4225 werden optimale Produktivitätswerte erzielt.
Eine runde Wendeschneidplatte bietet Ihnen optimale Produktivität bei hohen Vorschüben und guter Spankontrolle. Falls bei Ihrer Maschine niedrigere Vorschübe erforderlich sind, empfiehlt sich jedoch eine CNMM-QR Wendeschneidplatte.
nach oben
| Halter | Coromant Capto |
| Wendeschneidplatte | DNMX 150616-WMX |
| Sorte | GC4215 |
| Schnitttiefe (ap) | 2-3 mm |
| Schnittgeschwindigkeit (Vc) | 160-220 m/min |
| Vorschub (fn) | 0.5-0.8 mm/U |
Längsdrehen
Schlichten
Ein Coromant Capto Werkzeughalter ist auch die erste Wahl für die Schlichtbearbeitung. In Kombination mit der Sorte wird GC4215 eine optimale Produktivität und Oberflächengüte erzielt.
Die geniale Ausführung der –WMX Wiper-Geometrie von Sandvik Coromant ermöglicht eine drastische Erhöhung der Vorschübe bei gleichbleibend hoher Oberflächengüte.
Bohren
Kurzlochbohren
Ersetzen Sie einfach Ihren konventionellen Bohrer durch einen CoroDrill® 880 und Sie können doppelt so viele Bohrungen im gleichen Zeitraum erstellen.
Seine Stufentechnologie sorgt für ausgewogene Schnittkräfte und garantiert so einen deutlichen Produktivitätsanstieg sowie eine höhere Bohrungsqualität. Zusammen mit unseren Hochleistungssorten entsteht eine exzellente Lösung für schnell zu fertigende Qualitätsbohrungen.
| Bohrungsdurchmesser | Werkzeugdurchmesser (Dc): 39 mm Länge (L): 140 mm |
| Bohrer | 880-D3900C5-04 |
| Zentrumschneide | 880-07 04 06H-C-GR |
| Sorte | GC1044 |
| Außenschneide | 880-07 04 W12H-P-GR |
| Sorte | GC4024 |
| Schnittgeschwindigkeit (Vc) | 200-250 m/min |
| Vorschub (fn) | 0.15-0.20 mm/U |
| Kühlschmierstoff | Ja |
