
CoroMill 331
Universalkant- og -planfræsere

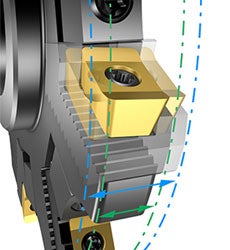
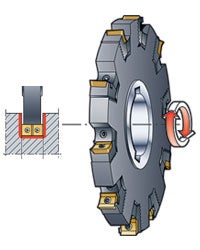
Sådan indstilles bredden på en tresidet skivefræser.Indstillinger
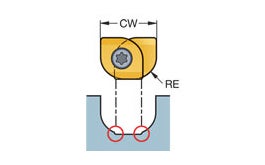
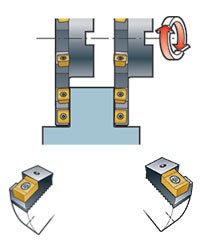
Arbejde med stort hjørneradiusskær
Arbejde med runde skær
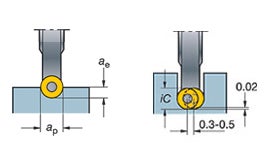
Til spor, der er dybere end IC/2, a 0,5 mm (0,020 tommer) anbefales justering af hver enkelt kassette



Applikationstip
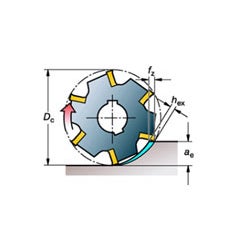
Maksimal spåntykkelse
Ved afstiknings- og sporfræsningsapplikationer er den vigtigste faktor, som man skal huske, den maksimale spåntykkelse (hex).
• Forholdet mellem indgrebet og fræserdiameteren er altid mindre end 30 %
• Brug optimalt hex, idet der tages højde for ae/DC-forholdet for ikke at køre med en for lille spåntykkelse; spånen skal skæres af ikke slibes af.
• Den korrekte hex værdi vil sikre god fræsning med bedre overfladekvalitet og længere værktøjslevetid

Valg af kvalitet
• Brug PVD-kvaliteter som førstevalg til sporfræsning
• Brug CVD-kvaliteter som førstevalg til tosidet skivefræsning

Checkliste til skivefræsning
Få mest ud af sporfræsningen ved at følge disse praktiske tip.
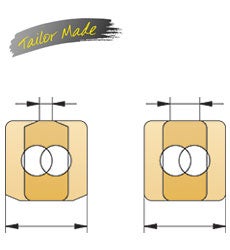
Reducer overlapningsproblemer
• Brug Tailor Made-skær med reduceret skærkantlængde
• Reducerer slid i overlapzonen
• Bedre spånkontrol og op til 10 % reduceret effektforbrug
Anbefalinger
Valg af fræserkrop
- Fræserne er designet og opkaldt efter deres anvendelsesområde, f.eks. tresidet skivefræser, tosidet skivefræser, bagfræser.
- For at opnå et krævet ar bør den mindst mulige fræserdiameter anvendes for at opnå den bedste stabilitet
- Til en given diameter bør der anvendes en fræser med højt zn for at opnå højere produktivitet
Tresidet skivefræser
| Fræser i højreudførelse | |
| Kassette i højreudførelse |
|
| Kassette i venstreudførelse | |
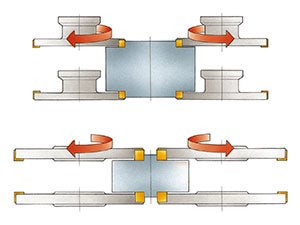
Tosidet skivefræser
| Spindelrotation R | Spindelrotation L | ||
| R-type fræser R331.52…R R-skærkassette |
 |
L-type fræser L331.52…L L-skærkassette |
|
| R-type fræser R331.52…L L-skærkassette |
L-type fræser L331.52…R R-skærkassette |
||
| R-type fræser R331.52 |
L-type fræser L331.52 |
||
| L-type fræser L331.52 |
R-type fræser R331.52 |
||
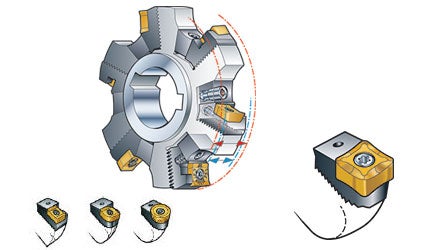
Skærlængde
Det anbefales altid at anvende fræserens smalleste bredde ved brug af en tresidet skivfræser til sporfræsning. Optimering af overlapningen på to skær er afgørende for at opnå stabil bearbejdning.
Valg af kassette
Tosidet skivefræser
Tresidet skivefræser
Bemærk: Fræserdiameteren, DC, vil blive 3,2 mm (0,126 tommer) større med det firkantede skær med 8 skærkanter.
Førstevalg i skær
Tresidet skivefræser 
| Skrubdrejning | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Medium | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Sletdrejning | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Anbefalingerne er baseret på tørre forhold for alle materialegrupper, bortset fra ISO-S, hvor skærevæske anbefales. Til våde forhold bør brug af en PVD-belagt kvalitet overvejes.
Tosidet og dobbelt tosidet fræsning 
| Skrubdrejning | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Medium | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Sletdrejning | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Anbefalingerne er baseret på tørre forhold for alle materialegrupper, bortset fra ISO-S, hvor skærevæske anbefales. Til våde forhold bør brug af en PVD-belagt kvalitet overvejes.
Valg af geometrier
| Enkle, gode betingelser | Krævende, dårlige betingelser | ||||
|
| |||||
| Skarphed | Sejhed | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Skæredata
| Bestillingskode | ISO-materiale | fz | hex | ||
| Startværdi | Min.-maks. | Startværdi | Min.-maks. | ||
| N331.1A-……E-L30 |
| 0,06 | (0,01-0,08) | 0,05 | (0,01-0,07) |
| N331.1A-……E-L50 |
| 0,09 | (0,02-0,17) | 0,08 | (0,02-0,15) |
| N331.1A-……E-M30 |
| 0,14 | (0,05-0,20) | 0,12 | (0,04-0,17) |
| N331.1A-…...x-NL |
| 0,12 | (0,01-0,17) | 0,10 | (0,01-0,15) |
| N331.1A-…...x-xL |
| 0,12 | (0,04-0,17) | 0,10 | (0,03-0,15) |
| N331.1A-...…x-xM |
| 0,12 | (0,04-0,17) | 0,10 | (0,03-0,15) |
| N331.1A-...…x-xM |
| 0,17 | (0,06-0,29) | 0,13 | (0,05-0,25) |
| R/L331.1A-……H-WL |
| 0,09 | (0,02-0,12) | 0,08 | (0,02-0,10) |
| R/L331.1A-……H-WL |
| 0,12 | (0,05-0,17) | 0,10 | (0,04-0,15) |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066