
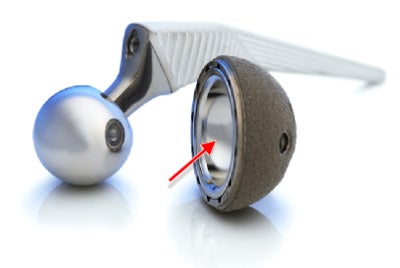
Hofteskål
Da koboltkrom er et abrasivt materiale, består udfordringerne ved bearbejdning af den indvendige sfære i at opnå en høj overfladekvalitet, reducere vibrationer ved at bruge længere værktøjer og at få skærene til at køre en hel batch.
vc kan ændres, men det vil være meget ødelæggende for værktøjslevetiden at presse tilspændingen (fn /fz) over 0.15 mm (0.006 tomme).
Fordele
- Meget effektiv proces med cirkulær ramping
- Længere værktøjslevetid og færre værktøjsbrud
- Sikker proces
- Kort cyklustid
- Kvalitetsoverflader med positive, runde skær

Bearbejdningsløsning
- Boring med CoroDrill® 846
- Cirkulær interpolationsfræsning med CoroMill® 216 (du finder flere oplysninger nedenfor)
- Semi-sletdrejning med positivt, rundt skær
- Sletdrejning med positivt, rundt skær (du finder flere oplysninger nedenfor)
- Afstikning
- Polering
Bearbejdningsløsning – cirkulær interpolationsfræsning
Cirkulær interpolation genererer en konstant spiral for at generere en grov form til semi-sletfræsningsværktøjet. Brug en 1.5 mm (0.060 tomme) spiralformet værktøjsbane-tanddeling.
Bearbejdningsløsning - sletdrejning
Udvalgte komponentegenskaber
- Indvendig sfære
- Udvendig sfære
Udfordringerne ved bearbejdning af den udvendige sfære består i at opnå en god spånkontrol, reducere vibrationer med længere værktøjer og at få skærene til at køre en hel batch.
Det er vigtigt at have en applikationstilpasset fastspænding i subspindlen.

Fordele:
- Længere værktøjslevetid
- Sikker proces
Bearbejdningsløsning
- Skrubbearbejdning: Brug T-Max P. Brug højtryk til spånkontrol og processikkerhed.
- Semislet- / sletdrejning: Brug positivt, rundt skær (du finder flere oplysninger nedenfor)
Bearbejdningsløsning – semi-sletdrejning/sletdrejning
Lårbenshoved
Udfordringerne ved bearbejdning af det koniske hul består i at opnå en høj overfladekvalitet,... chevron_right
T-Max® P
Pålidelig og sikker bearbejdning selv i skrubbearbejdning Mulighed for at optimere... chevron_right
Turbineskovle
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
Turbine blade
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
