
Upínací systém QS™ Micro
Efektivnější obrábění drobných součástí
Přehled sortimentu
Řezné hlavy
| Skupina produktů | Velikost spojky | Velikost břitové destičky | Provedení |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Stopkové adaptéry
| Skupina produktů | Velikost spojky | Výška stopky | Šířka stopky |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 inch | 11–20 mm 6/16–12/16 inch |
Kódové označení produktu
Stopkové adaptéry

1. Označení řady výrobků
HOLDING QSM – QS™ Micro
2. Velikost spojky
12/16
3. Provedení
N/R/L
4. Rozměry stopky
Metrické rozměry: 1012/1212/1616/2020 (mm)
Palcové rozměry: 06/08/10/12 (1/16")
Řezné hlavy – CoroCut® XS, CoroThread® 266 a CoroTurn® 107

1. Označení řady výrobků
HOLDING QSM – QS™ Micro
2. Velikost spojky
12/16
3. Provedení
Viz kódové označení skupiny produktů
4. Rozměry stopky
Viz kódové označení skupiny produktů
Řezné hlavy – CoroCut® 2

1. Kategorie produktu
2. Skupina produktů
3. Určení produktu (TPC)
4. Typ spojky stroje
5. Velikost spojky stroje
6. Provedení nástroje
7. Specifické vlastnosti skupiny produktů
Použití
- Stopkový adaptér umožňuje použití pravostranných i levostranných nástrojů. Stačí jej otočit o 180 stupňů
- Je-li soustružnická řezná hlava upnuta v adaptéru, stavěcí šroub je dotažen utahovacím momentem 4 Nm (2.95 lb/ft). Pravidelně kontrolujte, zda není šroub opotřebený; pokud ano, vyměňte jej. Šroub lze zakoupit samostatně
- Je-li nástrojová sestava upnuta do stroje, zkontrolujte správné nastavení polohy břitu v radiálním a axiálním směru, stejně jako jeho výšky. Hodnoty HF/LF/WF se mohou měnit v závislosti na sestavě soustružnické řezné hlavy a stopkového adaptéru
- Přívod řezné kapaliny lze připojit v zadní a boční části stopkového adaptéru stopky pomocí konektoru se závitem M6.

Souprava
| Objednací kód | Montáž na straně stroje |
| QS-HP80-M6-NPT18-1 | NPT 1/8 inch |
| QS-HP80-M6-G18-1 | G 1/8 inch (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 palce (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | Náhradní hadice |
| QS-HP100-M6-AN4-A | Adaptér pro přívod řezné kapaliny |
Sortiment - Skladem speciální nabídky
| Objednací kód | Montáž na straně stroje |
| QS-HP250-M6-NPT18-S | NPT 1/8 inch |
| QS-HP250-M6-G18-S | G 1/8 inch (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 palce (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
Poznámka: Sortiment speciálních produktů QS™ Micro nelze zakoupit online. Pro zadání objednávky se prosím obraťte na místní obchodní zastoupení společnosti Sandvik Coromant
Maximální průměr tyče při obrábění v ose Y
V závislosti na poloze nástroje QS™ Micro pro osu Y a sousedních nástrojů je třeba vzít v úvahu maximální průměr tyčového polotovaru.
Je-li vyložení nástroje pro osu Y stejné jako u běžných sousedních nástrojů, je třeba mít na zřeteli následující skutečnosti:
- Maximální průměr tyče (db) nesmí překročit vzdálenost mezi dvěma řeznými břity (A) -2 mm (-0.079 inch) (1 mm (0.039 inch) bezpečná vzdálenost na každé straně)
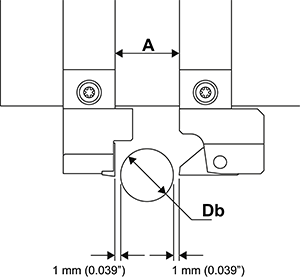
- Maximální průměr tyče (db) se dramaticky sníží, pokud je sousedním nástrojem také nástroj pro osu Y. Proto důrazně nedoporučujeme používat dva nástroje pro osu Y v sousedních pozicích
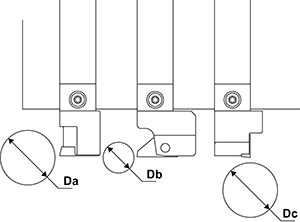
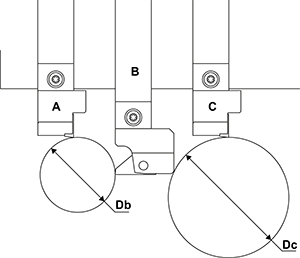
Je-li vyložení nástroje pro osu Y (B) větší než u běžných sousedních nástrojů, maximální průměr tyče (db) je třeba vždy vypočítat podle skutečné polohy nástrojů a konstrukce nástrojového bloku stroje.
Kromě toho je třeba uvážit dva faktory:
- Hodnotu Db ve vztahu k nástroji A a nástroji pro osu Y
- Hodnotu DC ve vztahu k zadní straně nástroje pro osu Y a nástroji C
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910