
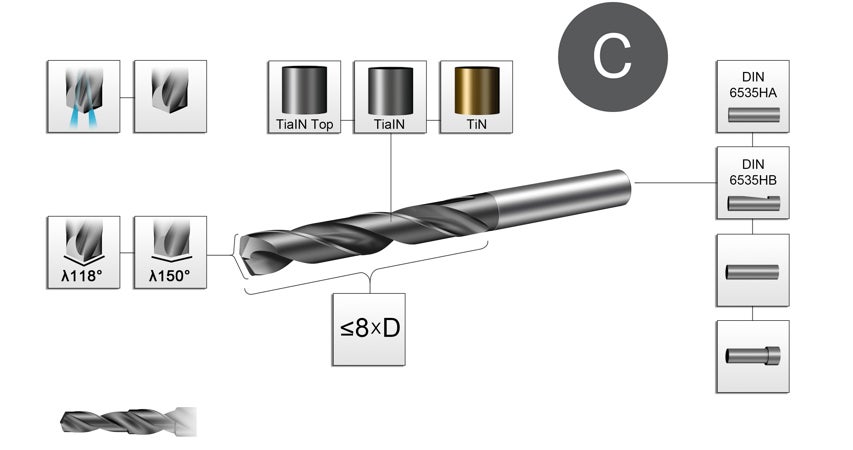
CoroDrill 460
Univerzální vysoce výkonný monolitní karbidový vrták, který lze použít pro obrábění celé řady různých materiálů. Díky tomu, že tentýž vrták lze použít pro obrábění všech typů materiálů, lze snížit skladové zásoby nástrojů a dosáhnout zvýšení flexibility obráběcího stroje, což vede ke zkrácení času na seřízení.
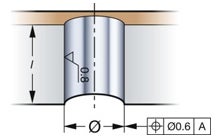
Díra
Tři nejdůležitější parametry díry jsou: Volbu nástroje ovlivňuje typ díry a požadovaná přesnost. Na vrtání mohou mít vliv také nerovnosti, nepravidelnosti nebo sklon povrchu na vstupu/výstupu z díry a křížení s jinou dírou.

Součást
Při analýze díry věnujte pozornost obráběnému materiálu a tvaru a množství součástí

Stroj
Stroj má vliv na: Vždy vezměte v úvahu:
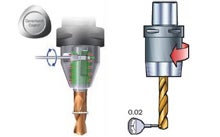
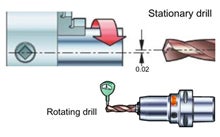
Upínání nástrojů
Na produktivitu nemá vliv pouze nástrojová třída a geometrie, ale také to, lze-li dosáhnout bezpečného a přesného upnutí nástroje. S ohledem na dosažení maximální stability a kvality díry vždy použijte spojku Coromant Capto nebo sklíčidlo CoroChuck 930 a co nejkratší vyložení vrtáku.

Praktické rady

Volba vhodného nástroje
Potřebujete pomoc při výběru vhodného nástroje?

Počáteční analýza
Hlavními faktory ovlivňujícími životnost nástroje a spotřebu energie jsou řezná rychlost a tvrdost obráběného materiálu.

Jak dosáhnout dobré kvality obráběné díry
Dosažení dobré kvality díry může vyžadovat zvýšenou pozornost. Zde naleznete několik užitečných rad, čím začít.

Obnova
Zrenovujte své rotační nástroje a dosáhněte významné úspory nákladů s pomocí naší renovační služby.
Doporučení
- Doporučeno je použití přesných hydraulických sklíčidel
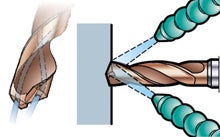
- Doporučeno je použití vnitřního přívodu řezné kapaliny, minimální doporučený tlak je 10 barů (145 psi)
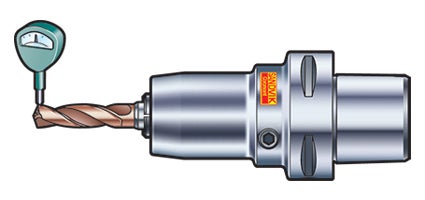
Sklíčidlo CoroChuck™ 930 poskytuje vyšší upínací sílu a přesnost upnutí
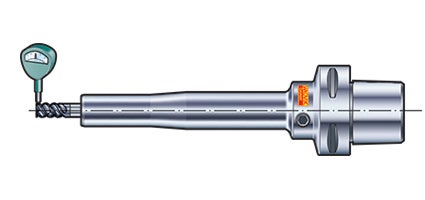
Sklíčidlo CoroChuck™ 930 v tužkovém provedení umožňuje lepší přístup do místa řezu
Nabídka produktů
| Poměr délka/průměr | Průměr vrtáku, mm (inch) | Přívod řezné kapaliny | Geometrie | Typ stopky | Nástrojová třída |
| 2-3 | 3-20 (0.118-0.787) | Vnitřní/vnější | -XM | DIN 6535 HA | GC34 |
| 4-5 | 3-20 (0.118-0.787) | Vnitřní/vnější | -XM | DIN 6535 HA | GC34 |
| 7-8 | 3-20 (0.118-0.787) | Vnitřní | -XM | Norma Coromant | GC34 |
Zakázková řešení
|
Vrták typu 1  |
| Vrták typu 2  |
| Vrták typu 4  |
| Vrták typu 5  |
| Vrták typu 6  |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910