
Renovace slinutých rotačních nástrojů
Jak si objednat renovaci nástrojů

1. Objednávka přepravního boxu
Zašlete e-mail společnosti Sandvik Coromant a objednejte si přepravní box na nástroje.
Dejte nám vědět, jakou velikost boxu potřebujete:
- Standardní box (300 mm x 200 mm x 138 mm), položka č.: 6949557
- Velký box (400 mm x 300 mm x 138 mm), položka č.: 6949558
2. Výběr nástrojů
Označte opotřebené nástroje, které chcete renovovat. Při rozhodování, které nástroje lze renovovat, pomůže průvodce pro opotřebení nástrojů.
Minimální množství pro objednávku renovace je pět nástrojů. Tato služba je k dispozici pouze pro nástroje Sandvik Coromant.
3. Pečlivé balení
Box se dodává s pěnovou výplní, která během přepravy nástroje spolehlivě chrání.
Postupujte podle pokynů pro balení, aby nedošlo k poškození obsahu, zejména vylomení ostří.
4. Přeprava
Společnost Sandvik Coromant poskytne informace o přepravě na základě vašeho požadavku.
Po renovaci vám nástroje opět zašleme.
Otázky a odpovědi
Projdou renovací všechny nástroje, které vám zašlu?
O tom, které nástroje jsou vhodné pro renovaci, rozhodne technická kontrola. Nástroje, které renovovat nelze, označíme červenou páskou a vrátíme zpět.
Jak dlouho renovace trvá?
Své renovované nástroje můžete čekat do čtyř týdnů od odeslání. Během dvou týdnů vám zašleme potvrzení s upřesněním, kdy budeme zásilku odesílat.
Jak se dá zjistit, kolika renovacemi moje nástroje prošly?
Po každé provedené renovaci je nástroj opatřen laserovou značkou na stopce.
Zadáte-li produktové číslo nástroje do vyhledávací lišty na webové stránce Sandvik Coromant, zjistíte maximální možný počet přebroušení daného nástroje.
Obnova původní kvality
Díky renovaci se obnoví původní kvalita vrtáků ze slinutého karbidu a stopkových fréz a zároveň se prodlužuje jejich životnost. Renovace optimalizuje využití surovin při výrobě a zároveň snižuje náklady na obráběcí nástroje.
Obnovte své nástroje do původní kvality a prodlužte jejich celkovou životnost
Stejnou výkonnost jako u nového nástroje můžeme zaručit díky zohlednění používaného procesu už při návrhu nástrojů, což umožňuje přesné kopírování při budoucí renovaci. V průběhu renovačního procesu je znovu vytvořena geometrie a povlak jako u originálního nástroje. Pro zkoušky výkonnosti renovovaných nástrojů je využíván stejný postup jako u nových nástrojů.
Níže uvedený graf znázorňuje náklady na pořízení čtyř nových nástrojů ( I ) v porovnání se zakoupením jednoho nástroje a následnou trojí renovací ( II ). Výsledkem je až 50% úspora.
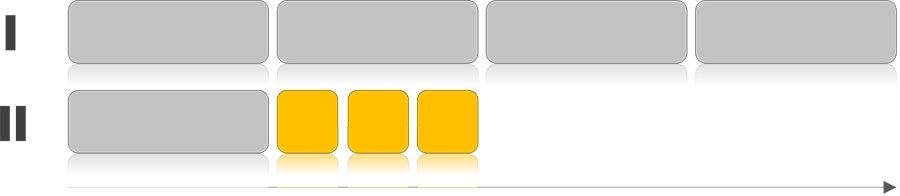
Celkové náklady na nástroje
K dispozici pro renovaci
Renovaci lze provést u následujících nástrojů:
Jak balit nástroje k renovaci
Aby při přepravě nedošlo k poškození nástrojů, dodržujte následující pokyny:
- Použijte původní plastový obal, zabráníte tak vzájemnému kontaktu nástrojů při přepravě.
- Není-li původní obal k dispozici, použijte bublinkovou fólii nebo podobný materiál.
- Všechny nástroje je nutno při přepravě umístit mezi dvě pěnové výplně v přepravním boxu.
Obrázek zvětšíte kliknutím
Recyklace
Na konci životního cyklu nástrojů ze slinutého karbidu zvažte nabídku zpětného odkupu ze strany společnosti Sandvik Coromant. Slinutý karbid lze recyklovat a vyrobit z něj nové nástroje. Další informace o recyklaci slinutého karbidu.
Jak najít nové slinuté rotační nástroje
Hledáte nové nástroje? Podívejte se do sekce slinutých rotačních nástrojů.

Určete druh opotřebení nástroje
Pomocí následujícího průvodce lze určit druh opotřebení nástroje.
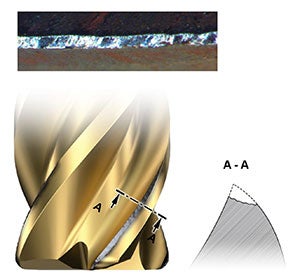
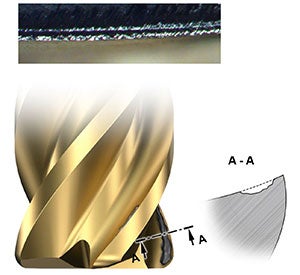
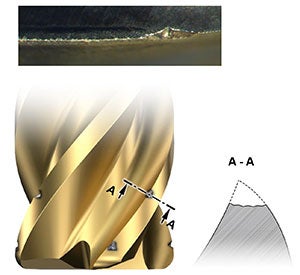
Rovnoměrné opotřebení hřbetu
Jeden z nejčastějších typů opotřebení (obvykle u materiálů ISO-P za sucha). Obvykle začíná na řezné hraně a pokračuje směrem k jejímu hřbetu.
Hlavní mechanismus opotřebení: abrazivní
Příčina:
- Vysoká řezná rychlost a nízká rychlost posuvu
- Nízká odolnost proti otěru
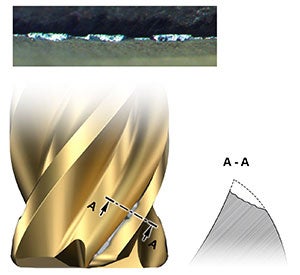
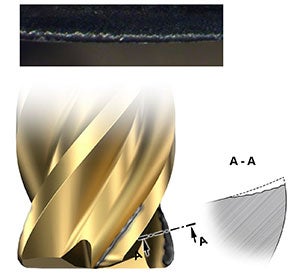
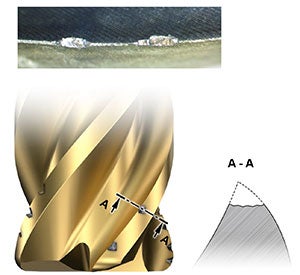
Nerovnoměrné opotřebení hřbetu
Zpočátku se některé části řezné hrany opotřebí rychleji než jiné.
Hlavní mechanismus opotřebení: částečné odlupování povlaku a nepravidelné mikroskopické vylamování ostří řezné hrany, po němž následuje opotřebení otěrem.
Příčina:
- Vysoká řezná rychlost a nízká rychlost posuvu
- Vibrace
- Nízká odolnost proti otěru
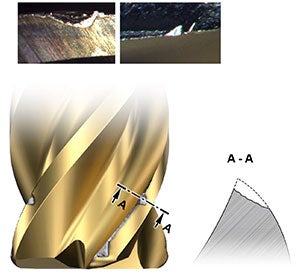
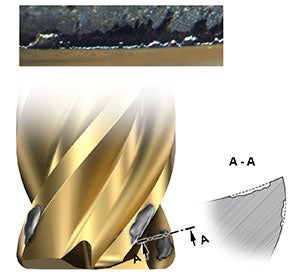
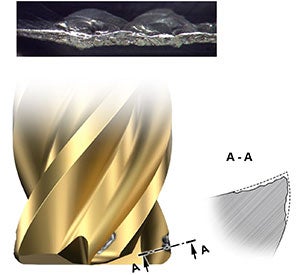
Lokalizované opotřebení hřbetu
Obvykle v rozích nástrojů, resp. v maximální hloubce řezu.
Hlavní mechanismus opotřebení: termomechanický, adhezivní nebo chemický
Příčina:
- Vysoké teploty
- Vibrace
- Opětovné řezání třísek
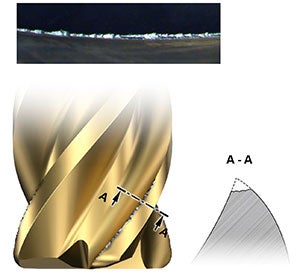
Opotřebení ve tvaru žlábku
Výjimečný jev u stopkových fréz.
Hlavní mechanismus opotřebení: chemický a abrazivní
Příčina:
- Vysoká teplota (vysoká řezná rychlost)
Stupňovité opotřebení čela
Většinou k němu dochází při přívodu řezné kapaliny externími tryskami pod nízkým tlakem.
Hlavní mechanismus opotřebení: chemický
Příčina:
- Vysoké teploty
Odlupování povlaku
Obvykle k němu dochází při frézování materiálů, které snadno ulpívají na řezné hraně.
Hlavní mechanismus opotřebení: adhezivní
Příčina:
- Přilnavý obráběný materiál
Rovnoměrné vylamování ostří (vydrolování)
Méně závažná poškození řezné hrany. Vylamování ostří může způsobit další typy opotřebení.
Hlavní mechanismus opotřebení: termomechanický nebo adhezivní
Příčina:
- Řezná hrana je příliš slabá a křehká
- Přílišné teplotní výkyvy
- Vibrace

Hřebenové trhliny
Vyskytují se na řezné hraně, zasahují i na čelo a stopku. Zpočátku směřují kolmo na řeznou hranu, vytvářejí příčné trhliny a způsobují vylamování hrany.Hlavní mechanismus opotřebení: termomechanický
Příčina:
- Rychlé teplotní výkyvy
Lokalizované vylamování ostří
K poškození dochází konzistentně při určité pozici podél řezné hrany.
Hlavní mechanismus opotřebení: termomechanický nebo adhezivní
Příčina:
- Řezná hrana je příliš slabá a křehká
- Přílišné teplotní výkyvy
- Vibrace
Opětovné řezání třísek
Nerovnoměrné vylamování ostří
Nepravidelné poškození řezné hrany podél celé její linie.
Hlavní mechanismus opotřebení: termomechanický nebo adhezivní
Příčina:
- Řezná hrana je příliš slabá a křehká
- Přílišné teplotní výkyvy
- Vibrace
- Opětovné řezání třísek
- Řešení
Vyštipování čela
Obvykle k němu dochází při frézování materiálů ISO-S. Začíná na řezné hraně, pokračuje k čelu a způsobuje jeho vyštípnutí.
Hlavní mechanismus opotřebení: adhezivní, lom křehkých částí
Příčina:
- Přilnavý obráběný materiál
- Vysoké teploty
- Vibrace

Working together for a sustainable future
We can help you make your products and processes greener and more efficient. For several years Sandvik Coromant has been developing a code of conduct for environmental, health and safety management systems. An important part of that is a new life-cycle approach we apply when purchasing and collecting your worn tools so they can be reconditioned or recycled. This process saves both parties energy and reduces carbon dioxide emissions.
