
Vyvrtávání
Přehled produktů
Společnost Sandvik Coromant má ve své nabídce tlumené vyvrtávací nástroje pro hrubovací i pro dokončovací vyvrtávání. Konstrukce adaptérů s využitím spojky Coromant Capto na jejich zadní straně zaručuje nejlepší možné upnutí a maximální flexibilitu. Toto řešení nabízí jedinečnou modularitu a flexibilitu pro vytvoření požadované nástrojové sestavy. Základní držáky Coromant Capto jsou k dispozici pro všechna obvyklá rozhraní obráběcích strojů.
Hrubovací a dokončovací nástroje Silent Tools dovolují zvýšení produktivity a dosažení úzkých tolerancí při vyložení nástroje, které se pohybuje v rozmezí 3-10 x BD. Při použití nástrojů Silent Tools je možné až zdvojnásobit hloubku řezu. Zásadní význam pro přesné nasměrování proudu řezné kapaliny do místa řezu má použití jejího vnitřního přívodu.
Některé vyvrtávací nástroje umožňují použití prodlužovacích a redukčních adaptérů, ale v takovém případě již není možná jejich další optimalizace. Nicméně tlumený nástroj s prodlužovacím adaptérem nebo redukcí vždy funguje lépe než nástroj bez tlumení vibrací.
Průměr vyvrtávacího adaptéru, DC
inch
mm
| Speciální zakázkové produkty |
CoroBore 825 ® Integrovaný tlumený vyvrtávací nástroj s 1 břitovou destičkou a spojkou Coromant Capto |
DuoBore ™ Integrovaný tlumený vyvrtávací nástroj se 2 břitovými destičkami a spojkou Coromant Capto |
| Hrubovací vyvrtávání | Jemné vyvrtávání | |
Rozsah vyvrtávaných průměrů Ø 25-150 mm (0.984-5.906 inch) | Rozsah vyvrtávaných průměrů Ø 23-167 mm (0.906-6.575 inch) | Rozsah vyvrtávaných průměrů Ø 150-315 mm (5.906-12.402 inch ) |
Tlumený nástroj DuoBore
™ |
Tlumený nástroj CoroBore
® 825 | |
 |  |  |
| Spojka Coromant Capto® na straně stroje Vnitřní přívod řezné kapaliny |
 |
| 6 x DC (23.6–27.6 inch) |
| IT9 |
| Vnitřní přívod |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Vnitřní přívod |
| 0.002 mm (0.000079 inch) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
Radiální seřízení hlavy pro jemné vyvrtávání:
|  |
®Správné použití nástrojů CoroBore 825
| Příklad seřízení: V tomto příkladě slouží modrá ryska na kruhové stupnici jako referenční, jelikož je ve výchozí poloze vyrovnaná s první ryskou noniové stupnice. | 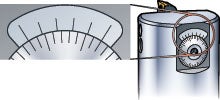 |
| Výchozí poloha | Poloha po seřízení |
 | |
Otáčejte kruhovou stupnicí ve směru hodinových ručiček dokud červená ryska nesplyne s druhou (zelenou) ryskou na noniové stupnici. Průměr se zvětší o 0.002 mm (0.00008“) | |
 | |
Otáčejte kruhovou stupnicí ve směru hodinových ručiček dokud červená ryska nesplyne s třetí (zelenou) ryskou na noniové stupnici. Průměr se zvětší o 0.004 mm (0.00016“) | |
 | |
Otáčejte kruhovou stupnicí ve směru hodinových ručiček dokud červená ryska nesplyne se čtvrtou (zelenou) ryskou na noniové stupnici. Průměr se zvětší o 0.006 mm (0.00024“) | |
 | |
Otáčejte kruhovou stupnicí ve směru hodinových ručiček dokud červená ryska nesplyne s pátou (zelenou) ryskou na noniové stupnici. Průměr se zvětší o 0.008 mm (0.00032“) | |
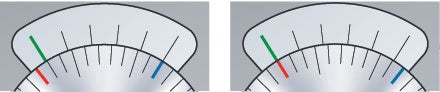 | |
Otáčejte kruhovou stupnicí ve směru hodinových ručiček dokud červená ryska nesplyne s šestou (zelenou) ryskou na noniové stupnici. Průměr se zvětší o 0.010 mm (0.0004“) = 1 dílek na kruhové stupnici. |
Hlavní hlediska
Dosah vyvrtávacích nástrojů Silent Tools je maximálně šestkrát průměr díry vyvrtávané v obráběné součásti. Pokud je požadovaná hloubka vrtání větší, vyžádejte si v rámci našich inženýrských služeb nabídku speciálního řešení.
OPro dlouhá vyložení, větší než 4 x BD, je za všech okolností doporučeno použití nástrojů Silent Tools.
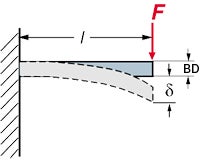
Vyložení a průměr nástroje
|  |
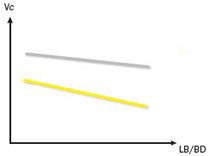 |   | -PR - WM | 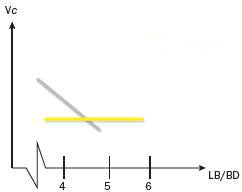 | | Konvenční Tlumený adaptér |
| Cutting speed in relation to overhang, with different geometries | Závislost řezné rychlosti na vyložení nástroje u konvenčních a tlumených adaptérů |
Tvar břitové destičky a úhel nastavení/úhel hlavního břitu
Pro hrubování použijte úhel nastavení 90° (0°) a pro dokončování 92° (-2°). Snížením síly působící v radiálním směru lze dosáhnout snížení vibrací a velikostí radiální výchylky. Pro vyvrtávací operace jsou první volbou jrojúhelníkové břitové destičky (tvar T). Uvedené požadavky splňují břitové destičky CoroTurn® 107 a jsou proto první volbou.
Poloměr špičky
Poloměr zaoblení špičky, RE, břitové destičky patří při soustružnických a vyvrtávacích operacích ke klíčovým faktorům. Volba poloměru zaoblení špičky závisí na:
- Hloubce řezu, ap
- Posuvu, fn
a ovlivňuje:
- Kvalitu obrobené plochy
- Dělení třísek
- Pevnost břitové destičky
Malý poloměr špičky
- Ideální pro malé hloubky řezu
- Snížení vibrací
- Menší pevnost a odolnost břitové destičky
Velký poloměr špičky
- Nejvyšší rychlosti posuvu
- Velké hloubky řezu
- Vyšší pevnost břitů
- Vyšší radiální řezné síly
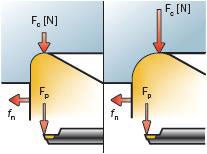
Poloměr špičky ve vztahu k hloubce řezu
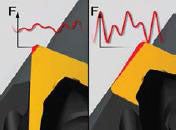
Radiální řezné síly, které vytlačují břitovou destičku směrem z obráběné plochy se s rostoucí hloubkou řezu postupně mění na axiální. Velikost poloměru špičky také ovlivňuje utváření třísek. Obecně platí, že při použití menších poloměrů špičky se utváření třísek zlepšuje. Osvědčeným pravidlem proto je, že hloubka řezu by měla být větší nebo rovna 2/3 poloměru špičky nebo polovině poloměru špičky ve směru posuvu.
Počáteční hodnoty posuvu v závislosti na poloměru špičky
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| Síla působící převážně v axiálním směru | Síla působící jak v axiálním, tak i v radiálním směru |
Hrubovací vyvrtávání

Produktivní vyvrtávání
| Vyžaduje použití dvou břitů a používá se pro hrubovací operace v dírách s tolerancí IT9 nebo větší, kdy má nejvyšší prioritu rychlost úběru kovu. Rychlost posuvu se stanoví vynásobením hodnoty posuvu počtem břitů. (fn=fz x ZEFF) |  Produktivní vyvrtávání |
Stupňovité vyvrtávání
| Vložením podložky pod jeden z posuvných nástrojových držáků lze dosáhnout toho, že na jednu břitovou destičku připadá pouze polovina požadované radiální hloubky řezu a výsledkem je stuňovité vyvrtávání. Použití této metody je vhodné v případě, že potřebujete dosáhnout větší radiální hloubky řezu, než jakou dovoluje jedna destička. Mějte však na paměti, že posuv v axiálním směru je třeba snížit na hodnotu, která je běžná pro nástroj s pouze jediným břitem. Pokud jsou dva břity seřízeny tak, aby radiální hloubka řezu byla stejná, největší řezné síly budou vždy působit na vnější břit, kde jsou řezné rychlosti vyšší a množství odebíraného materiálu větší. Při správném postupu lze velice snadno předejít vzniku vibrací a zaručit tak, že obrobený povrch bude hladký. Pokud při tomto uspořádání neprojde nástroj celým obrobkem, vznikají rohy se stupňovitým tvarem. Rychlost posuvu a dosahovaná kvalita obrobené plochy je stejná, jako při použití pouze jediného břitu (fn=fz). Tolerance obrobené díry je IT9 nebo větší. | 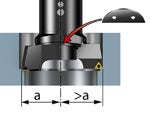 Stupňovité vyvrtávání |
Vyvrtávání jedním břitem
Vyvrtávání jedním břitem představuje nejlepší alternativu v případě, že:
Tolerance obrobené díry je IT9 nebo větší. | 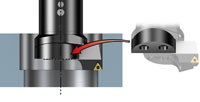 Vyvrtávání jedním břitem |
Dokončovací vyvrtávání

Faktory ovlivňující vznik vibrací
S ohledem na snížení rizika vzniku vibrací volte břitové destičky pro lehký řez s pozitivní geometrií břitu a malým poloměrem zaoblení špičky. Pro vyvrtávací operace jsou první volbou břitové destičky tvaru T.
| Silné sklony ke vzniku vibrací | – Vysoké rychlosti posuvu – Velké hloubky řezu – Břity s vysokou bezpečností a odolností |
 |  |
| Menší sklony ke vzniku vibrací | – Ideální pro malé hloubky řezu – Snížení rizika vzniku vibrací |
Informace o dalších faktorech ovlivňujících výskyt vibrací, mezi které patří např. níže uvedené, můžete najít v uživatelské příručce, . Přečtěte si víc.
- Úhel špičky břitové destičky
- Pozitivní geometrie
- Hladící břitové destičky (Wiper)
- Zaoblení řezné hrany (ER úprava)
- Řezné podmínky a řezná rychlost.
Tipy a užitečné rady
- Volte co největší průměr nástroje a co nejkratší možnou délku základního držáku
- Úhel nastavení by se měl blížit 90 stupňům, velikosti axiálních řezných sil se tak zvýší a naopak radiální/tangenciální řezné síly se sníží
- Ideální pro malé hloubky řezu a snížení rizika vzniku vibrací je použití malého poloměru špičky. Velký poloměr špičky znamená vysokou odolnost a bezpečnost břitu a umožňuje použití vysokých rychlostí posuvů a velkých hloubek řezu. Společně s velikostí použitého úhlu špičky však stoupá riziko vzniku vibrací. Proto první volbu pro vyvrtávací operace pomocí tlumených nástrojů představují pozitivní břitové destičky trojúhelníkového tvaru
- Za stabilních podmínek lze pro zvýšení produktivity nebo pro zlepšení kvality obrobené plochy použít hladící břitové destičky
 | | |
 | Konvenční | |
| Tlumený adaptér | |
| Nižší radiální řezné síly (Fc) při použití menšího poloměru špičky |
u konvenčních a tlumených adaptérů |
Montáž a údržba nástrojůPokud jsou součástí nástrojové sestavy také tlumené nástroje, je třeba dodržovat správný způsob upnutí tělesa nástroje během montáže, aby nemohlo dojít k poškození adaprétu. Kvůli svým tenkým stěnám jsou totiž poměrně náchylné k deformacím.
|  |

