
CoroMill QD
Vysoce bezpečné dělení materiálu a frézování drážek
Návody
Časové úspory díky rychlým a jednoduchým výměnám břitových destiček. Rychlovýměnný klíč zaručuje stejnou velikost upínací síly i při intenzivnějším použití, protože nedochází k opotřebení lůžek břitových destiček.Jednoduchá manipulace díky rychloupínacímu klíči
Pro aplikace, kde vzhledem k nedostatku místa nelze použít standardní klíč, např. frézování složenými frézami, je jako příslušenství k dispozici zvláštní klíč.

S ohledem na správné upnutí používejte momentový klíč.Momentový klíč
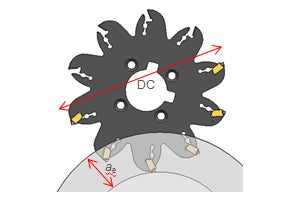
Použití unášecích kroužků, které přinášejí zvýšení stability, umožňuje minimalizovat sklony ke vzniku vibrací a zajistit vynikající kvalitu drážek při použití fréz s vysokým poměrem mezi průměrem a šířkou.Montáž unášecích kroužků
Jako cenově výhodné řešení lze na velkých obráběcích centrech použít menší unášecí kroužky společně s adaptéry pro čelní frézy.
Tlumené adaptéry Silent Tools™ pomáhají minimalizovat sklony ke vzniku vibrací a poskytují potřebnou stabilitu při obrábění s dlouhým vyložením nástroje.Nástroje Silent Tools™
Užitečné rady
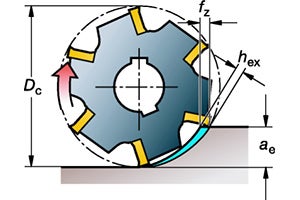
Maximální tloušťka třísky
Nejdůležitějším faktorem, který je třeba mít vždy na paměti, je v případě aplikací při dělení materiálu a frézování drážek maximální tloušťka třísky (hex). Zárukou správného průběhu záběru s lepší kvalitou obrobené plochy a životností nástroje je výpočet hodnot řezných parametrů na základě přesné hodnoty hex.
Upichování
Upichování je často jednou z posledních operací před dokončením celé součásti, proto má při něm naprosto zásadní význam bezpečnost. V případě, že během upichování dojde k poškození nástroje, obvykle to vede ke znehodnocení součásti, ale může to mít za následek také delší prostoje stroje.
Řezné podmínky
Metrické rozměry
| Geometrie | Třída | vc m/min | |||||
| Průměr < 160 mm | |||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | ||
| PL | 1030 | 220 (270–180) | 220 (290–180) | ||||
| 4340 | 220 (270–180) | ||||||
| PM | 1030 | 220 (270–180) | |||||
| 1130 | 220 (270-180) | | | | | | |
| 4340 | 220 (270–180) | ||||||
| PH | 1130 | 220 (270–180) | | | | | |
| 4340 | 220 (270-180) | | | | | | |
| ML | 1040 | 180 (200–160) | 180 (225–160) | 30 (60–20) | |||
| 2040 | 230 (275–210) | ||||||
| MM | 1040 | 180 (200–160) | 180 (225–160) | 30 (60–20) | |||
| 2040 | 230 (275–210) | ||||||
| KL | 1020 | 190 (205–165) | |||||
| 3330 | 220 (250–190) | ||||||
| KM | 1020 | | | 190 (205-165) | | | |
| 3330 | | | 220 (250-190) | | | | |
| SL | 1030 | 220 (270–180) | 35 (80–30) | 30 (45–25) | |||
| S30T | 240 (310–220) | 40 (80–30) | 40 (45–30) | ||||
| SM | 1030 | 220 (270–180) | 35 (80–30) | 30 (45–25) | |||
| S30T | 240 (310–220) | 40 (80–30) | 40 (45–30) | ||||
| S40T | 210 (275–190) | 35 (80–30) | |||||
| NL | H13A | | 985 (1030–945) | ||||
| Geometrie | Třída | vc m/min | |||
| Průměr >160 mm | |||||
| ISO P | ISO M | ISO K | ISO N | ||
| PL | 1030 | 180 (270–180) | 180 (290–180) | ||
| | 4340 | 180 (270–180) | |||
| PM | 1030 | 180 (270–180) | |||
| | 1130 | 180 (270–180) | | | |
| | 4340 | 180 (270–180) | |||
| PH | 1130 | 180 (270–180) | | | |
| | 4340 | 180 (270–180) | | | |
| ML | 1040 | 160 (200–160) | 160 (225–160) | ||
| | 2040 | 210 (275–210) | |||
| MM | 1040 | 160 (200–160) | 160 (225–160) | ||
| | 2040 | 210 (275–210) | |||
| KL | 1020 | 160 (205–165) | |||
| | 3330 | 190 (250–190) | |||
| KM | 1020 | | | 160 (205–165) | |
| | 3330 | | | 190 (250–190) | |
| SL | 1030 | 200 (270–180) | |||
| | S30T | 210 (310–220) | |||
| SM | 1030 | 200 (270–180) | |||
| | S30T | 210 (310–220) | |||
| | S40T | 190 (275–190) | |||
| NL | H13A | | 985 (1030–945) | ||
Pozor:
Pro obrábění slitin Inconel je doporučena vc = 25 (45–20) m/min
Pro obrábění titanu je doporučena vc = 35 (80–30) m/min
Palcové rozměry
| Geometrie | Třída | vc ft/min | |||||
| Průměr <6 inch | |||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | ||
| PL | 1030 | 720 (880–590) | 220 (290–180) | ||||
| | 4340 | 720 (880–590) | |||||
| PM | 1030 | 720 (880–590) | |||||
| | | | | | | | |
| | 4340 | 720 (880–590) | |||||
| PH | 1130 | 720 (880-590) | | | | | |
| | 4340 | 720 (880-590) | | | | | |
| ML | 1040 | 590 (655–525) | 590 (655–525) | 95 (195–65) | |||
| | 2040 | 590 (655–525) | |||||
| MM | 1040 | 590 (655–525) | 590 (655–525) | 95 (195–65) | |||
| | 2040 | 755 (900–685) | |||||
| KL | 1020 | 620 (670–540) | |||||
| | 3330 | 720 (885–590) | |||||
| KM | | | | 620 (670-540) | | | |
| | | | | 720 (820-620) | | | |
| SL | 1030 | 720 (885–590) | 115 (260–65) | 95 (145–80) | |||
| | S30T | 785 (1015–720) | 130 (260–65) | 130 (145–95) | |||
| SM | 1030 | 720 (885–590) | 115 (260–65) | 95 (145–80) | |||
| | S30T | 785 (1015–720) | 130 (260–65) | 130 (145–95) | |||
| | S40T | 685 (900-620) | 115 (260–65) | ||||
| NL | H13A | | 3230 (3380–3100) | ||||
| Geometrie | Třída | vc ft/min | |||
| Průměr >6 inch | |||||
| ISO P | ISO M | ISO K | ISO N | ||
| PL | 1030 | 590 (885–590) | 590 (950–590) | ||
| | 4340 | 590 (885–590) | |||
| PM | 1030 | 590 (885–590) | |||
| | 1130 | 590 (885–590) | | | |
| | 4340 | 590 (885–590) | |||
| PH | 1130 | 590 (885–590) | | | |
| | 4340 | 590 (885–590) | | | |
| ML | 1040 | 525 (655–525) | 525 (735–525) | ||
| | 2040 | 685 (900–685) | |||
| MM | 1040 | 525 (655–525) | 525 (735–525) | ||
| | 2040 | 685 (900–685) | |||
| KL | 1020 | 520 (670–540) | |||
| | 3330 | 620 (820–620) | |||
| KM | | | | 520 (670–540) | |
| | | | | 620 (820–620) | |
| SL | 1030 | 655 (885–590) | |||
| | S30T | 685 (1015–720) | |||
| SM | 1030 | 655 (885–590) | |||
| | S30T | 685 (1015–720 | |||
| | S40T | 620 (900–620) | |||
| NL | H13A | | 3230 (3380–3100) | ||
Pozor:
Pro obrábění slitin Inconel je doporučena vc = 80 (145–65) ft/min
Pro obrábění titanu je doporučena vc = 115 (260–100) ft/min
Doporučení
Utahovací moment
| Velikost spojky | Utahovací moment, Nm (ft/lbs) |
| X10 | 6.4 (4.7) |
| X22/Y25 | 3.9 (2.9) |
| X32/Y31 | 6.4 (4.7) |
| X40* | 70 (51.6) |
*Poznámka: Nemá šrouby se zapuštěnou hlavou.
Tlak řezné kapaliny
Zvýšení tlaku vnitřního přívodu řezné kapaliny zlepšuje odvádění třísek.
| Velikost lůžka | Maximální tlak řezné kapaliny, barů (PSI) |
| E, F | 50 (725) |
| G, H, J, K | 70 (1015) |
Maximální tloušťka třísky - hex
Metrické rozměry
| Geometrie |
Třída |
hex |
||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | |||
| PL |
1030 | 0.05 (0.02–0.08) | 0.05 (0.02–0.08) | |||||
| 4340 | 0.05 (0.02–0.08) | |||||||
|
PM |
1030 | 0.11 (0.07–0.15) | | | | | |
Velikost lůžka E, F, G, H, J |
| 1130 | 0.11 (0.07–0.15) | | | | | | ||
| 4340 | 0.11 (0.07–0.15) | | | | | | ||
|
PM |
1030 | 0.10 (0.07–0.10) | | | | | |
Velikost lůžka K |
| 1130 | 0.10 (0.07–0.10) | | | | | | ||
| 4340 | 0.10 (0.07–0.10) | | | | | | ||
|
PH |
1130 | 0.11 (0.04–0.13) | | | | | |
Velikost lůžka E, F, G, H, J |
| 4340 | 0.11 (0.04–0.13) | | | | | | ||
|
PH |
1130 | 0.10 (0.04–0.10) | | | | | |
Velikost lůžka K |
| 4340 | 0.10 (0.04–0.10) | | | | | | ||
|
ML |
1040 | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | | | 0.11 (0.07–0.15) | | |
| 2040 | | 0.04 (0.01–0.07) | | | | | ||
|
MM |
1040 | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | | | 0.11 (0.07–0.15) | | |
| 2040 | | 0.08 (0.04–0.12) | | | | | ||
|
KL |
1020 | | | 0.11 (0.02–0.15) | | | | |
| 3330 | | | 0.11 (0.02–0.15) | | | | ||
|
KM |
1020 | | | 0.11 (0.02–0.15) | | | | |
| 3330 | | | 0.11 (0.02–0.15) | | | | ||
|
SL |
1030 | | 0.04 (0.01–0.07) | | | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | |
| S30T | | 0.04 (0.01–0.07) | | | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | ||
|
SM |
1030 | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | |
| S30T | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | ||
| S40T | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | | ||
| NL | H13A | | | | 0.13 (0.01–0.25) | | ||
Palcové rozměry
| Geometrie |
Třída |
hex |
||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | | ||
| PL |
1030 | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | |||||
| 4340 | 0.002 (0.001–0.003) | |||||||
|
PM |
1030 | 0.004 (0.003–0.003) | | | | | |
Velikost lůžka E, F, G, H, J |
| 1130 | 0.004 (0.003–0.003) | | | | | | ||
| 4340 | 0.004 (0.003–0.003) | | | | | | ||
|
PM |
1030 | 0.004 (0.003–0.003) | | | | | |
Velikost lůžka K |
| 1130 | 0.004 (0.003–0.003) | | | | | | ||
| 4340 | 0.004 (0.003–0.003) | | | | | | ||
|
PH |
1130 | 0.004 (0.002–0.003) | | | | | |
Velikost lůžka E, F, G, H, J |
| 4340 | 0.004 (0.002–0.003) | | | | | | ||
|
PH |
1130 | 0.004 (0.002–0.003) | | | | | |
Velikost lůžka K |
| 4340 | 0.004 (0.002–0.003) | | | | | | ||
|
ML |
1040 | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | | |
| 2040 | | 0.002 (0.001–0.003) | | | | | ||
|
MM |
1040 | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | | |
| 2040 | | 0.002 (0.002–0.005) | | | | | ||
|
KL |
1020 | | | 0.004 (0.001–0.006) | | | | |
| 3330 | | | 0.004 (0.001–0.006) | | | | ||
|
KM |
1020 | | | 0.004 (0.001–0.006) | | | | |
| 3330 | | | 0.004 (0.001–0.006) | | | | ||
|
SL |
1030 | | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | |
| S30T | | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | ||
|
SM |
1030 | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | |
| S30T | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | ||
| S40T | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | | ||
| NL | H13A | | | | 0.005 (0.001–0.01) | | ||
Pozor: Maximální tloušťka třísky hex pro velikost lůžka K je s ohledem na těleso frézy omezena.
Doporučení pro frézy o průměru 63 mm (2.5 inch)
-
První volbou pro aplikace ISO P je geometrie PL
-
Při použití geometrie PM využívejte maximálně 70 % doporučené hodnoty hex
-
Použití geometrie PH není doporučeno
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910