
CoroCut® QF
Bezpečné a spolehlivé čelní zapichování
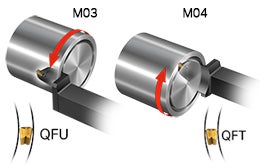
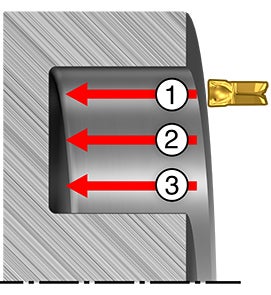
Otáčení vřetena ve směru nebo proti směru hodinových ručiček
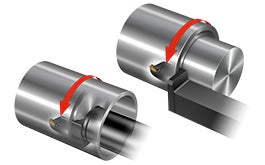
Zakřivení typu A nebo B
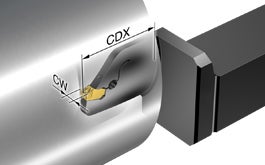
Šířka břitové destičky
Použijte břitovou destičku a nástroj s největší možnou šířkou, jakou lze pro danou drážku použít. Širší nástrojový držák má vyšší tuhost, a nabízí proto větší stabilitu.
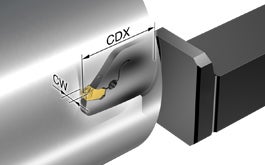
Maximální hloubka řezu (CDX)
S ohledem na dosažení maximální stability vždy použijte nástroj pro co nejkratší hloubku řezu (CDX).




Praktické rady
Metodické postupy pro čelní zapichování
V závislosti na aplikaci existuje několik různých strategií, které je při čelním zapichování třeba brát v úvahu.
Přečtěte si více o tom, jak postupovat při hrubování s axiálním posuvem, hrubování s využitím stranového soustružení, dokončování, nebo jak obrábět hluboké drážky a řadu dalších důležitých pokynů.
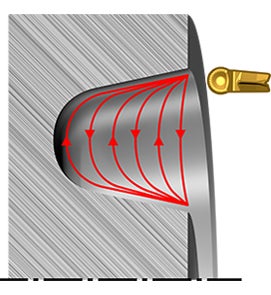
Tvarové obrábění s nelineární dráhou nástroje
Tvarové obrábění s nelineární dráhou nástroje, které využívá celou přední část řezné hrany břitové destičky a plynule se při ní mění místo kontaktu mezi břitovou destičkou a obráběným materiálem. Využijte tuto metodu k tomu, abyste zajistili optimalizovanou kontrolu utváření třísek, rovnoměrné opotřebení nástroje a zabránili vzniku vnitřních pnutí.

Přesný přívod řezné kapaliny
Používejte pro čelní zapichování nástroje s vysoce přesným přívodem řezné kapaliny, i když maximální je tlak řezné kapaliny na vašem stroji nízký a dosahuje 7‒10 barů (102‒145 PSI).
Přesný přívod řezné kapaliny zlepšuje odvádění třísek a snižuje riziko jejich hromadění v drážce.
Pro dosažení lepší kontroly utváření a odvádění třísek použijte co nejvyšší tlak řezné kapaliny, až 80 barů (1160 PSI).
Doporučení
| Šířka řezu (CW), mm (inch) |
Rozsah maximální hloubky řezu (CDX), mm (inch) |
Minimální průměr prvního řezu (DAXIN), mm (inch) |
Minimální poloměr zaoblení rohů, mm (inch) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
První volba nástrojové třídy a geometrie

|  |

|  | |
| Obráběný materiál | Hluboké a široké drážky | Hluboké a úzké drážky | Dokončovací obrábění tvářených materiálů | Tvarové obrábění |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- Geometrie -TF se výborně osvědčila při všeobecných aplikacích při výrobě drážek s axiálním i s bočním posuvem
- Broušená geometrie -GF nabízí dobrou přesnost a opakovatelnost drážek. Hlavní aplikaci představuje zapichování s axiálním posuvem. Geometrii -GF lze použít pro dokončování s bočním posuvem, ale obecně její použití pro stranové soustružení není doporučeno
- Geometrie -RM je určena pro tvarové obrábění, ale dobře funguje jak s axiálním, tak i s bočním posuvem. Se zaoblenými břitovými destičkami není doporučeno provádět zápichy s axiálním posuvem v plné jejich šířce
Kódové značení
Stopkové nástroje QS™ a nástroje se čtyřhrannou stopkou
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Skupina produktů
- Směr otáčení vřetena
T – Ve směru hodinových ručiček
U – Proti směru hodinových ručiček - Provedení nástroje
R – pravostranné
L – levostranné
- Provedení nástrojového držáku
F – 0º
G – 90º - Velikost lůžka břitové destičky
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Maximální hloubka řezu (CDX)
- Přívod řezné kapaliny
- Rozměry stopky
2525 – 25x25 mm
16 – 16/16 inch
3232 – 32x32 mm - Minimální průměr prvního záběru v mm (DAXIN)
- Typ zakřivení
A – Pro vnitřní obrábění
B – Pro čelní zapichování podél vyčnívajícího konce válcové tyče
Řezné hlavy CoroTurn® SL
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Spojka
SL - Skupina produktů
- Směr otáčení vřetena
T – Ve směru hodinových ručiček
U – Proti směru hodinových ručiček
- Provedení nástroje
R – pravostranné
L – levostranné - Velikost lůžka břitové destičky
G – 3 mm
H – 4 mm
K – 6 mm - Maximální hloubka řezu (CDX)
- Přívod řezné kapaliny
C – Přesný přívod řezné kapaliny - Rozměry stopky
2525 – 25×25 mm
16 – 16/16 inch - Minimální průměr prvního záběru v mm (DAXIN)
- Typ zakřivení
A – Pro vnitřní obrábění
B – Pro čelní zapichování podél vyčnívajícího konce válcové tyče
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Velikost spojky
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Skupina produktů
- Směr otáčení vřetena
T – Ve směru hodinových ručiček
U – Proti směru hodinových ručiček
- Provedení nástroje
R – pravostranné
L – levostranné - Velikost lůžka břitové destičky
K – 6 mm
L – 8 mm - Maximální hloubka řezu (CDX)
- Přívod řezné kapaliny
- Minimální průměr prvního záběru v mm (DAXIN)
- Typ zakřivení
A – Pro vnitřní obrábění
B – Pro čelní zapichování podél vyčnívajícího konce válcové tyče
Břitové destičky
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Skupina produktů
- Směr otáčení vřetena
T – Ve směru hodinových ručiček
U – Proti směru hodinových ručiček
- Velikost lůžka břitové destičky
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Šířka břitové destičky (CW)
0400 – 4 mm
0300 – 3 mm
- Poloměr zaoblení rohů břitové destičky
02 – 0.20 mm
03 – 0.30 mm
04 – 0.40 mm
08 – 0.80 mm - Geometrie břitové destičky
TF – pro zapichování a stranové soustružení
GF – broušená pro zapichování
RM – pro tvarové obrábění
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910