
Nejvhodnější pracovní postupy - hlavní hřídel
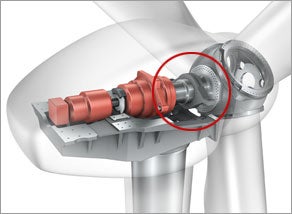
Hlavní hřídel přenáší rotační pohyb z náboje rotoru do převodovky, přičemž maximální rychlost otáčení je ~20 ot/min.
Hlavní hřídel je uložen v ložiskách. Uvnitř hřídele je díra pro hydraulické potrubí a elektrické kabely. Hlavní hřídel slouží k přenosu velkého kroutícího momentu z rotoru. Proto musí být hlavní hřídel velký, těžký a extrémně tuhý a pevný.
Zpět k hlavnímu hřídeli
Přehled obráběcích operací:
1. Soustružení – Těžké hrubování
2. Soustružení – střední hrubování
3. Soustružení – dokončování
5. Vrtání – krátké díry
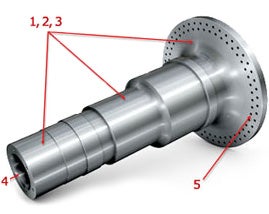
Typický hlavní hřídel
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- Hmotnost polotovaru 22 tun
- Po obrobení 14 tun
- Obráběním se odebere 8 tun materiálu
- Doba obrábění: 30-40 hodin
- Kovaný s přírubou
- Obvyklý materiál:
- Příklad hlavního hřídele pro výkon 2MW:
- Příklad rozměrů:
- Velký průměr: 1,800 mm, malý průměr 400 mm
- Délka: 3,500 mm
Obrobek
- Velký průměr: 1.8 metru
- Malý průměr: 0.4 metru
- Délka: 3.5 metru
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- Kovací kůra
- Obrábění za sucha
- Průměr:
- Materiál:
- Řezná kapalina:
- Problém:
- Přerušovaný řez, jehož příčinou je nestejnoměrný průměr obrobku v důsledku kování a jeho upnutí.
| Coromant Capto C10 Heavy Duty |
| SCMT 380932-R5 |
| GC4235 |
| Maximálně 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/ot |
Soustružení
Těžké hrubování
Koncepce T-MAX® P je symbolem produktivního soustružení. Geometrie jsou pečlivě navrženy tak, aby zaručovaly dokonalé dělení třísek. Pro vaše aplikace vám nejmodernější nástrojové třídy umožňují velký úběr kovu při vysokých rychlostech posuvu a při obrábění prováděném za sucha.
Pro optimalizaci produktivity a dosažení vyšší přesnosti a stability – použijte upínací nástrojový systém Coromant Capto®. Tento modulární systém je stejně efektivní při soustružení, frézování, vrtání i vyvrtávání.
Stejné řezné jednotky a adaptéry lze použít pro různé typy aplikací a strojů. Díky tomu lze provést sjednocení s využitím jediného nástrojového systému, což se projeví významnými úsporami na nástrojovém inventáři.
| Coromant Capto | Coromant Capto |
| GC4225 | GC4225 |
| 7-10 mm | 5-10 mm |
| 70-120 m/min | 70-120 m/min |
| 0,5-2,5 mm/ot | 0,5-1.5 mm/ot |
Soustružení
Polodokončování
Také pro polodokončovací operace jsou první volbou nástrojové držáky Coromant Capto. Z hlediska dosažení nejvyšší produktivity je vhodná třída GC4225.
Dosažení optimální produktivity s vysokou rychlostí posuvu a dobrou kontrolou utváření třísky umožňují kruhové břitové destičky. Pokud váš stroj vyžaduje použití nižších rychlostí posuvu, doporučenou volbou jsou destičky CNMM-QR.
Top of page
| Nástrojový držák | Coromant Capto |
| Břitové destičky | DNMX 150616-WMX |
| Třída | GC4215 |
| Hloubka řezu (ap) | 2-3 mm |
| Řezná rychlost (vc) | 160-220 m/min |
| Posuv (fn) | 0.5-0.8 mm/ot |
Soustružení
Dokončování
Rovněž pro dokončovací operace jsou první volbou nástrojové držáky Coromant Capto. Z hlediska dosažení nejvyšší produktivity a kvality obrobené plochy je vhodná třída GC4215.
Důmyslná konstrukce hladících břitových destiček firmy Sandvik Coromant s geometrií –WMX umožňuje použití několikanásobně vyšších rychlostí posuvu při zachování stejné kvality obrobené plochy.
Vrtání
Vrtání krátkých děr
Jen pouhou záměnou konvenčního vrtáku za vrták CoroDrill 880 můžete zdvojnásobit počet děr vyvrtaných za stejnou dobu.
Technologie Step, kterou využívá, zaručuje vynikající rovnováhu řezných sil a umožňuje podstatné zvýšení produktivity, ale také kvality díry. To, spolu s vysoce výkonnými nástrojovými třídami, z něj činí výjimečné řešení pokud jde o rychlost výroby děr.
| Velikost díry | Průměr nástroje (Dc): 39 mm Délka (L): 140 mm |
| Vrták | 880-D3900C5-04 |
| Středové břitové destičky | 880-07 04 06H-C-GR |
| Třída | GC1044 |
| Obvodové břitové destičky | 880-07 04 W12H-P-GR |
| Třída | GC4024 |
| Řezná rychlost (Vc) | 200-250 m/min |
| Posuv (fn) | 0.15-0.20 mm/ot |
| Řezná kapalina | Ano |
