
Proč používat nástroje vytvořené tak, aby nabízely konkrétní výhody?
A co to znamená pro výrobu součástí větrných elektráren?
Pokud jde o velikost, konstrukční provedení, materiál a to, co je třeba obrobit, jsou součásti zařízení větrných elektráren velice různorodé. To znamená, že stojí daleko za hranicemi běžného vývoje řezných nástrojů a metod obrábění.
Za současného stavu, který trvá už řadu let, nejsou využívány výhody nabízené novými nástrojovými koncepcemi, které by umožnily průběžný pokrok, což má za následek znatelný propad konkurenceschopnosti. Zde je několik příkladů.
Nástrojový materiál
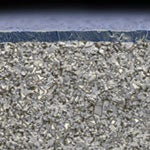
Aktivní pracovní část každého nástroje je tvořena nástrojovým materiálem, který přímo ovlivňuje nejenom trvanlivost a bezpečnost obráběcího procesu, ale také produktivitu. Řeznými podmínkami a životností nástroje, kterých lze s daným břitem dosáhnout a které úzce souvisí s jeho odolností proti otěru a pevností, je určen čas cyklu, prostoje stroje, pružnost a v souvislosti s tím i kapacita a dodací lhůty strojní dílny.
V současnosti je naprostá většina břitových destiček opatřena povlakem, což znamená, že vývoj v této oblasti má obrovský vliv na jejich funkci a výkonnost. Dvě hlavní metody povlakování i používané materiály prošly rozsáhlým vývojem a jednotlivé třídy se nyní navzájem dopňují, jako nikdy předtím.
Do nabídky jsme zařadili nové PVD-třídy, u kterých použitá metoda povlakování účinně snižuje veškerá tahová pnutí v materiálu, jelikož ta se navzájem ruší s proti nim působící tlakovou napjatostí. To umožnil zcela nový, vysoce účinný způsob povlakování, který se přináší zvýšení pevnosti a spolehlivosti řezné hrany u ostřejších břitů. To například přináší obrovské výhody u operací prováděných stopkovými frézami, kdy se vstupem a výstupem ze záběru je často spojena řada problémů.
Nové typy CVD povlaků se sníženou úrovní vnitřních pnutí a úpravy břitových destiček prováděné po vlastním povlakování, umožnily zvýšení tloušťky a odolnosti povlaku proti opotřebení. To je přínosné především u operací, které jsou spojeny se zvýšeným rizikem celkového lomu v důsledku tepelných a chemických účinků. Tloušťka povlaku tak může být větší, aniž by byla ohrožena houževnatost břitové destičky. V důsledku toho lze s břitovou destičkou obrábět při vyšších řezných rychlostech a přitom s delší trvanlivostí a s lepší předvídatelností. Díky tomu se v současnosti zvýšila produktivita hrubovacího soustružení a frézování.
PVD
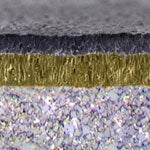
CVD
Upínání nástrojů
Upínače zajišťují spojení mezi břitem a strojem a z hlediska výkonnosti a dosahovaných výsledků mají zcela zásadní roli. Je to oblast ve které našlo své uplatnění několik nových vývojových trendů týkajících se rozhraní mezi břitovou destičkou a nástrojovým držákem a nástrojem a vřetenem.
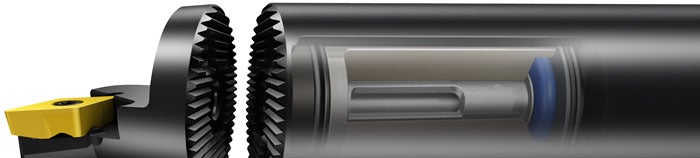
Přístup nástrojů, přizpůsobených a optimalizovaných pomocí minimálního počtu výměnných řezných hlav pro celou řadu různých soustružnických operací, zvláště pro obrábění vnitřních ploch, do řezu, se doopravdy zásadním způsobem změnil díky řešení střední části nástrojového držáku. Tuto modularitu umožnilo nově vyvinuté rozhraní s vroubkovanou styčnou plochou (SL) mezi řeznou hlavou a nástrojovým adaptérem..
Vývoj a zavedení systému SL prokazatelně zvýšilo racionalitu obrábění na vertikálních soustruzích, vodorovných soustruzích a víceúčelových obráběcích strojích, kde spojka zajišťuje přístup potřebný pro provedení téměř libovolné operace bez jakéhokoliv omezení výkonnosti.
