
CoroTurn® Prime
Her yönde tornalama
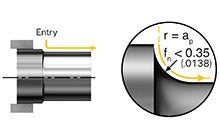
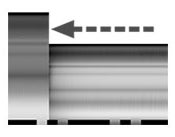
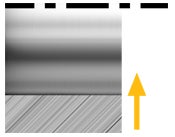
İş parçasına giriş
Malzemeye girerken her zaman ilerlemeyi düşürün ve yarıçap girişi kullanın. Doğru programlama kodları ve teknikleri için PrimeTurning™ için CoroPlus® Takım Yolu'nu kullanın.
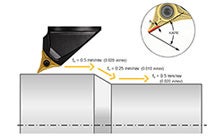
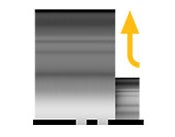
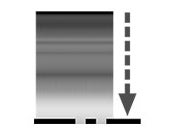
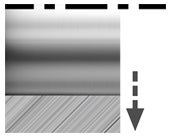
Talaş kalınlığı (hex)
Aşağı hareketlerde ilerlemeyi düşürerek talaş kalınlığını sabit tutun. Doğru programlama kodları ve teknikleri için PrimeTurning™ için CoroPlus® Takım Yolu'nu kullanın.
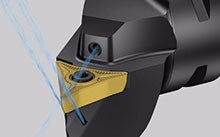
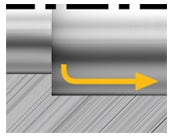
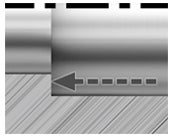
Kesme sıvısı avantajları
Alttan kesme sıvısı daha uzun takım ömrü için avantaj sağlarken üstten kesme sıvısı daha ince talaşa biçim vermek için avantajlıdır.


Uygulama ipuçları
A-tipi ve B-tipi için kesme değerleri uygulama alanı
| Kesme derinliği (ap) | |
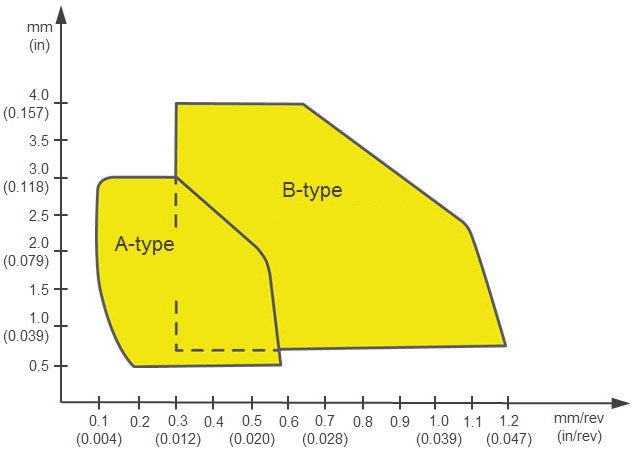 |
İlerleme (fn) |
Not: Yüksek ap ve fn ile kullanılan kesici uçlarda aşırı yük riski vardır; düşük ap ve fn durumunda uzun talaş riski bulunur.
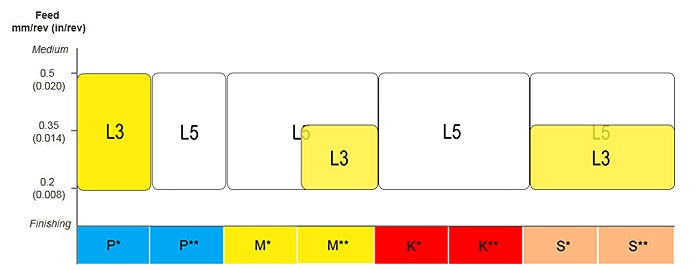
A-tipi geometri için kesme değerleri uygulama alanı
P*) Düşük karbonlu ve yüksek mukavemetli sünek çelik
P**) Alaşımlı çelik
M*) Östenitik paslanmaz çelik
M**) Çift katlı paslanmaz çelik
K*) Sfero döküm demir
K**) Gri döküm demir
S*) HRSA
S**) Titanyum
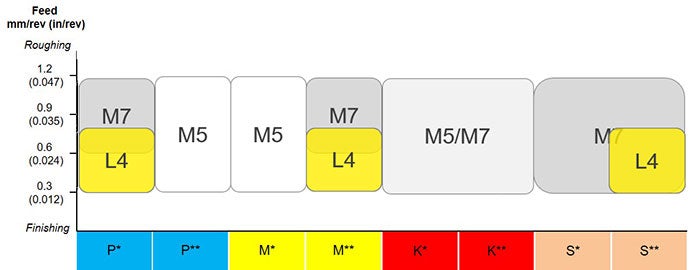
B-tipi geometri için kesme değerleri uygulama alanı
P*) Düşük karbonlu ve yüksek mukavemetli sünek çelik
P**) Alaşımlı çelik
M*) Östenitik paslanmaz çelik
M**) Çift katlı paslanmaz çelik
K*) Sfero döküm demir
K**) Gri döküm demir
S*) HRSA
S**) Titanyum
Öneriler
CoroTurn Prime A-tipi
Kesici uç kalitesi
| İşleme koşulları | P | M | K |
S, HRSA |
S, Ti |
| İyi | 4415 | 2025 | 4415 | 1210 | H13A |
| Ortalama | 4425 | 2025 | 4425 | 1115 | H13A |
| Zor | 2025 | 2025 | 2025 | 2025 | 1115 |
Kesici uç geometrisi
| Operasyon | P* | P** | M* | M** | K* | K** | S* | S** |
| İnce talaş işleme | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Orta | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Düşük karbonlu ve yüksek mukavemetli sünek çelik
P**) Alaşımlı çelik
M*) Östenitik paslanmaz çelik
M**) Çift katlı paslanmaz çelik
K*) Sfero döküm demir
K**) Gri döküm demir
S*) HRSA
S**) Titanyum
CoroTurn Prime B-tipi
Kesici uç kalitesi
| İşleme koşulları | P | M | K |
S, HRSA |
S, Ti |
| İyi | 4415 | 2220 | 4415 | 1210 | H13A |
| Ortalama | 4425 | 2220 | 4425 | 1115 | H13A |
| Zor | 2025 | 2025 | 2025 | 2025 | 1115 |
Kesici uç geometrisi
| Operasyon | P* | P** | M* | M** | K* | K** | S* | S** |
| İnce talaş işleme | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Orta | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Kaba talaş işleme | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Düşük karbonlu ve yüksek mukavemetli sünek çelik
P**) Alaşımlı çelik
M*) Östenitik paslanmaz çelik
M**) Çift katlı paslanmaz çelik
K*) Sfero döküm demir
K**) Gri döküm demir
S*) HRSA
S**) Titanyum
İlk tercih |
İkinci tercih |
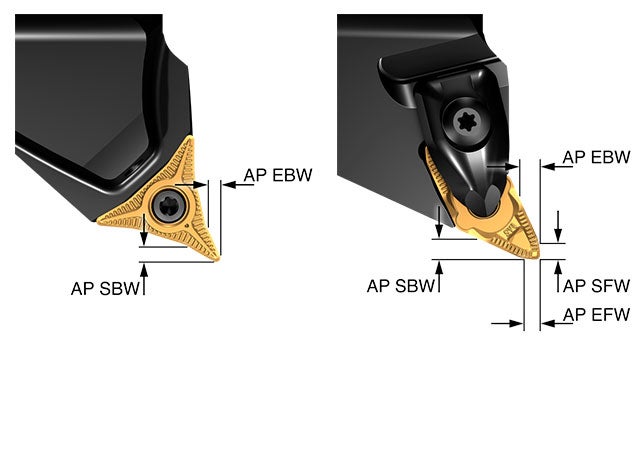
Dış çap tornalama | |
Yandan geriye (SBW) |
Yandan ileriye (SFW) |
Sondan geriye (EBW) |
Sondan ileriye (EFW) |
Delik tornalama
Sondan geriye (EBW) |
Yandan ileriye (SFW) |
Yandan geriye (SBW) |
Sondan ileriye (EFW) |
Kesme değeri önerileri
Dış çap tornalama
A-tipi CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn dak | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn rec | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn maks | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap dak | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap rec | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap maks | 3 (0,118) | 2,5 (0,098) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
B-tipi CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn dak | 0,3 (0,0118) | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn rec | 0,6 (0,0236) | 0,6 (0,0236) | 0,35 (0,0138) | 0,3 (0,0118) | |
| fn maks | 1,2 (0,0472) | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap dak | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap rec | 2 (0,079) | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap maks | 4 (0,157) | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Delik tornalama
A-tipi CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn dak | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn rec | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn maks | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap dak | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap rec | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap maks | 2,5 (0,098) | 3 (0,118) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
B-tipi CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn dak | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn rec | 0,6 (0,0236) | 0,3 (0,0118) | 0,35 (0,0138) | |
|
fn maks | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap dak | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap rec | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap maks | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
PrimeTurning™ uygulama alanı
Dış çap tornalama
En iyi sonucu ince ve kompakt parçalar ile torna punta başlığıyla işlenen hassas parçalar üzerinde verir
Uygun |
Uygun değil |
| Kısa ve kompakt parçalar | Torna punta başlığıyla işlenmeyen parçalar |

|

|
| |
|
| Torna punta başlığıyla işlenen parçalar | |
|
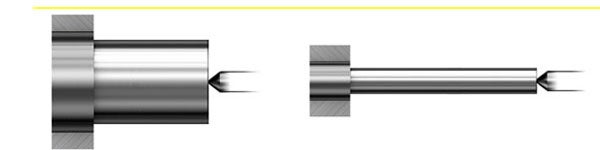
Minimum çap
Kesici uçtaki ve tutuculardaki boşluk nedeniyle EBW (Sondan geriye) yönde daha küçük D min3 çapıyla başlamak zordur. Bununla birlikte EFW (Sondan ileriye) yönde, yani konvansiyonel yöntemde alına tornalama yaparken herhangi bir sınır yoktur.
|
|
D dak3 | |
| | EBW | EFW |
| A-tipi |
30 (1,18") |
0 |
|
B-tipi |
30 (1,18") |
0 |
Delik tornalama
CoroTurn Prime SL başlıklar, 40 mm'nin (1,575 inç) üzerindeki çaplarda ve 8–10×D'ye kadar kullanma mesafelerinde delik tornalama için kullanılabilir
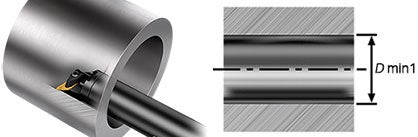
Silent Tools™ delik işleme baralarını kullanırken Dmin'i göz önünde bulundurarak optimum performans sağlayın ve sorunlardan kaçının. Çubuk tasarımı, kullanma mesafesi ve kesme kuvvetinden etkilenen teğetsel ve radyal sapma boşluk kaybına neden olabilir.
Öne Çıkanlar
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730