
CoroTurn® 300
Etkili ve yüksek kaliteli tornalama
Talimatlar
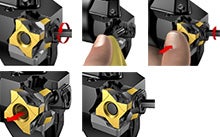
Kesici uç değişimi
Kesici uç, beş basit adımda kolayca değiştirilebilir; levyeli bağlama sayesinde uç yuva içinde kendiliğinden kilitlenir ve sabit yerleşim noktaları (iLock™) uca rijitlik ve hassasiyet kazandırır. 4,5 Nm tork kullanın.

QS™ saplarda kesme sıvısı bağlantısı
Kesme sıvısını bağlamak için dört yöntem bulunur: adaptör kullanma (ilk tercih), arka boru bağlantısını kullanma, öndeki ve alttaki bağlantıdan veya QS-stop yardımıyla arka boru bağlantısından

Kesme sıvısı besleme
Kesme sıvısı deliklerine bağlantı yaparak kesme sıvısını üstten, alttan veya her iki noktadan birden (standart kurulum) kullanmayı seçebilirsiniz.




Uygulama tavsiyeleri
Üstten ve alttan kesme sıvısı – ne zaman hangisi kullanılmalı?
CoroTurn® 300 hem üstten hem de alttan kesme sıvısına sahiptir. Nasıl doğru biçimde uygulayabileceğinizi, bu ikisinin performansı nasıl iyileştirebileceğini ve tipik tornalama zorluklarının çözümünde nasıl yardımcı olabileceğini öğrenin
Öneriler
Kesici uç geometrileri ve kaliteleri
| Operasyon | Geometri |
| İnce talaş işleme | -L4 |
| Orta talaş işleme | -M5 |
| Ekstra hassas yüzey / Yüksek ilerleme | -M5W |
| İşleme koşulları | P |
| İyi | GC4415 |
| Ortalama | GC4425 |
| Zor | GC4425 |
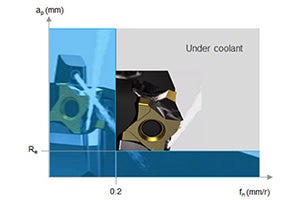
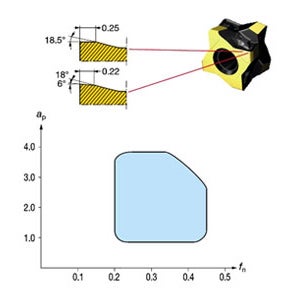
- -L4, köşe radyüsü 04: En iyi sonuç için: ap 0,25 - 3 mm (0,010 - 0,118 inç) ve fn 0,1 - 0,3 mm/r (0,004 - 0,012 inç/dev) arası
- -L4, köşe radyüsü 08: En iyi sonuç için: ap 0,5 – 3 mm (0,020 - 0,118 inç) ve fn 0,12 – 0,32 mm/r (0,005 - 0,013 inç/dev) arası
- -L4, köşe radyüsü 12: En iyi sonuç için: ap 0,65 – 3 mm (0,026 - 0,118 inç) ve fn 0,15 – 0,35 mm/r (0,006 - 0,014 inç/dev) arası
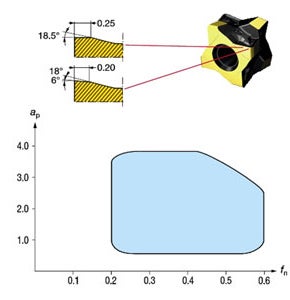
- -M5, köşe radyüsü 08: En iyi sonuç için: ap 0,8 – 3,8 mm (0,031 - 0,150 inç) ve fn 0,2 – 0,45 mm/r (0,008 - 0,018 inç/dev) arası
- -M5, köşe radyüsü 12: En iyi sonuç için: ap 1,2 – 3,8 mm (0,047 - 0,150 inç) ve fn 0,25 – 0,55 mm/r (0,010 - 0,022 inç/dev) arası
- -M5W, köşe radyüsü 08: En iyi sonuç için: ap 0,5-3,8 mm (0,020-0,150 inç) ve fn 0,2-0,6 mm/r (0,008 - 0,024 inç/dev) arası
- -M5W, köşe radyüsü 12: En iyi sonuç için: ap 0,8-3,8 mm (0,031 - 0,150 inç) ve fn 0,25-0,7 mm/r (0,010 - 0,028 inç/dev) arası
-L4, -M5 ve -M5W ile ISO geometrileri karşılaştırması
Kenar tokluğu
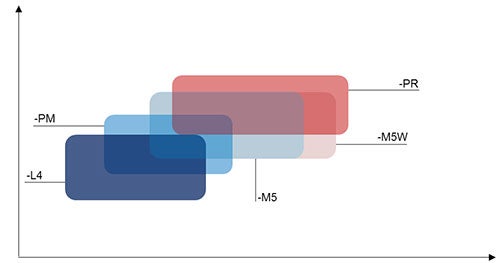
Talaş kırma alanı
Not:
Daha yüksek talaş kırma alanı = daha yüksek
ap ve
fn
Enine kesitler ve uygulama alanı
-L4
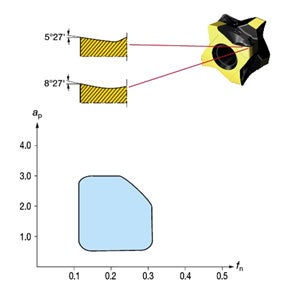
-M5
-M5W
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730