Frezeleme
Ürün gözden geçirme
HSK veya modüler Coromant Capto kaplinlere sahip birçok Silent Tools frezeleme adaptörü bulunmaktadır. Standart adaptörlerimiz uygun olmadığında bir mühendislik tasarımı çözüm sipariş edebilirsiniz. Testere ferezeler için adaptörler, büyük kenar frezelerine entegre sönümleyiciler ve uzun kenarlı kesiciler, mühendislik tasarımı çözümler olarak tedarik edilebilir.
Parmak frezeler ve dik kenarlı kademe yüzey frezeleri | Yüzey frezeleri ve dik kenarlı kademe yüzey frezeleri için sönümlemeli adaptörler | |
| CoroMill® 390D | Sönümlemeli adaptörler – Coromant Capto | Sönümlemeli adaptörler – HSK |
 |  |  |
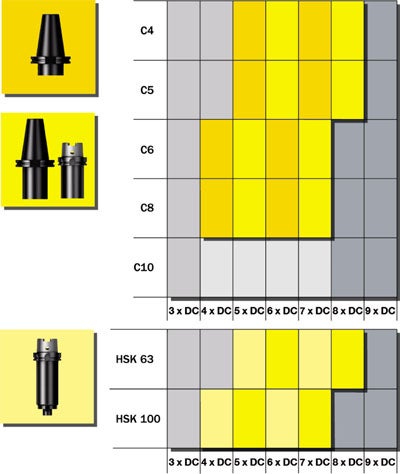
Silindirik sap veya Coromant Capto arka uç kaplin | Coromant Capto arka uç kaplin (C4, C5, C6 ve C8) | HSK arka uç kaplin (HSK 63 ve HSK 100) |
Kaba, sık ve ekstra sık adım | Geniş yelpazede değiştirilebilir kesme başlıkları | Geniş yelpazede değiştirilebilir kesme başlıkları |
DC: 20-40 mm (0.787-1.575 inç) | Dahili kesme sıvısı | Dahili kesme sıvısı |
| Takım taşma mesafesi: ≤ 5 x BD | BD: 40-80 mm (1.968-3.150 inç) | BD: 63-100 mm (2.480-3.937 inç) |
DMM: 16-32 mm (0.750-1.500 inç) | DMM: 16-27 mm (0.750-1.000 inç) | |
| Takım taşma mesafesi: ≤ 8 x BD | Takım taşma mesafesi: ≤ 8 x BD |
- Coromill 390 frezeleme kesicileriyle entegre 20–40 mm (0.79–1.57 inç) sönümleme çözümleri, standart çeşit olarak tedarik edilebilir.
- Standart olarak temin edilebilen, 40 mm (1.57 inç) ve üstü için üzerinden kesme sıvısı teminli malafa (arbor) montajlı C4-C8 ölçülerinde Coromant Capto adaptörler mevcuttur. Bir temel tutucuyla kombine edildiğinde, adaptör çoğu tezgah ara yüzünde kullanılabilecek bir sönümlemeli takımdır
- HSK kaplinli tezgahlar için; entegre adaptörler mevcuttur ve Sandvik Coromant HSK temel tutucularıyla monte etme imkanıyla tedarik edilebilir
- Standart programda MSSC tutucu adaptörleri de tedarik edilebilir.
| Adaptör çapı, BD | |||
| inç | mm | ||
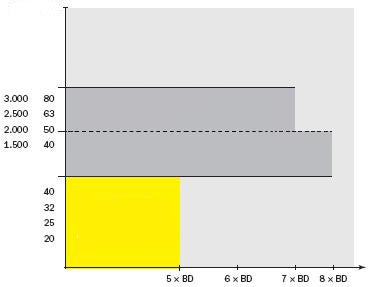 | Takım taşma mesafesi LU/BD |
 | Mühendislik tasarımı ürünler |
 | Coromant Capto® & HSK döner takımlar için adaptörler Yüzey frezeleri ve dik kenarlı kademe yüzey frezeleri için sönümlemeli adaptör |
 | CoroMill® 390D Parmak freze ve dik kenar kademe yüzey frezesi |
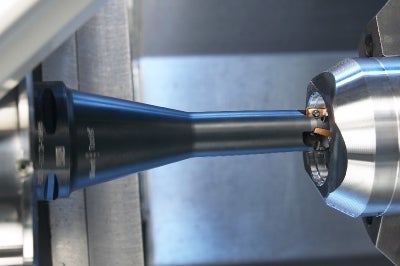
CoroMill® 390D – uygulama alanı
CoroMill 390D, uzun ve narin takımlarda verimi artırır ve hem dikey hem de yatay tezgahlarda iyi çalışır. Kesiciler, hem uzun mesafelere erişimde hem de çok amaçlı tezgahlarda aynaya yakın çalışıldığında etkili olacak şekilde tasarlanmıştır.
Programda Coromant Capto C6, C5 ölçüleri ve kesme çapının 3-5 katına çıkabilen 20, 25 ve 32 mm (0.79, 0.94 ve 1.26 inç), DC silindirik saplar bulunur.
- Yüksek kararlılık
- Temel tutucular için geniş program
- Kapalı erişim için ilk tercih
- Yüksek kararlılık
- Temel tutucular için geniş program
- Entegre çok-amaçlı fener milleri
- Açık erişim için ilk tercih
- Coromant Capto® C5
- Coromant Capto® C6
- Silindirik saplar
- Kesicinin hassas bir şekilde tutulması için CoroChuck™ 930
- Pens adaptörleri
Kısa ve uzun temel tutucular
Adaptörlerde ve temel tutucularda farklı uzunluklarda malafa (arbor) montajı ile çoğu uygulamada 8 x BD mesafeli çözümler sunulmaktadır. 8 x BD üstü takım taşma mesafelerinde veya diğer özel ihtiyaçlarınız için en iyi alternatif mühendsilik tasarımı çaözümlerdir.
| Sönümlenmemiş/Yekpare |  |
Mühendislik tasarımı çözüm |
Yüzey frezeleri ve dik kenar kademe yüzey frezeleri için sönümlemeli adaptörler
- Cx-391.05CD
- 392.41005CD
Temel dikkat edilecekler
Dönen takımlarla çalışmak tornalamadan farklıdır; tornalamada delik işleme barası rijit bir takım taşıyıcıda bulunur, ancak başarılı işlemler için gereken koşullar genellikle aynıdır:
|  |
Titreşim azaltma
İş parçası kurulumu ve tezgah kararlılığı, titreşimi azaltmak için önemli iki faktördür.
İş parçası
- İşleme sırasında ortaya çıkan kesme kuvvetlerini desteklemek için iş parçasını en uygun şekilde sabitleyin
- İş parçasının en kararlı yönünde kesme kuvvetleri oluşturan frezeleme konseptleri ve giriş açısı kullanın
- Mümkün olan en kararlı işleme şartlarını elde etmek için işleme stratejisini ve yönünü optimize edin
Tezgah
- Tezgah, titreşim üzerinde büyük etkiye sahiptir. Fener mili yatağının veya ilerleme mekanizmasının aşırı aşınması işleme performansını düşürür.
Tüm Silent Tools takımları farklı kullanma mesafeleri için tasarlanmıştır ve farklı ayarlanmış sönümleyicilere sahiptir. Uzatma adaptörleri eklemek yerine, optimum uzunluk kullanıldığında en iyi performans elde edilir. 7–8 x BD üstüne ihtiyaç varsamühendsilik tasarımı bir adaptör siparişi verebilirsiniz.
Sönümlemeli adaptörleri optimum alan için kullanın! |
Programlamanın anahatları
Yüzey frezelemede genel kurallardan biri frezeleme kesicisini, birkaç çeşitli boyda paso yerine sürekli kesimde tutmaktır. Bu şekilde giriş ve çıkış sayısı az tutulur ve kesici uçlarda titreşime yol açabilecek yükler oluşmaz.
 |  |
| Dönerek kesime girin | Kesiciyi sürekli temasta tutun |
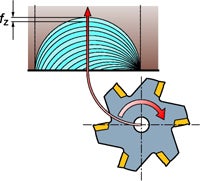
Dönerek kesime girme
Çıkışta sıfıra yaklaşan ince talaşlar için kesime saat ibresi yönünde dönerek girin. Böylece
çıkışta kalın talaş olmasından kaynaklanabilecek titreşimler önlenir.
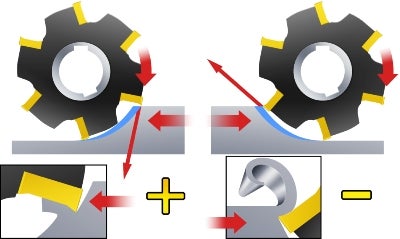
Frezeleme yönü
Aşağı (aynı) yönlü frezeleme, çoğu frezeleme işleminde ilk tercihtir. Tezgahın yetersiz güce sahip olduğu ya da iş parçasının çok bükülebilir olduğu bazı durumlarda yukarı (ters) yönlü frezeleme tercih edilir. Bununla beraber yukarı (ters) yönlü frezelemede kesme kuvvetinin iş parçasını yukarı kaldırma eğiliminde olduğu unutulmamalıdır. Bu husus, iş parçası bağlanırken göz önünde tutulmalıdır.
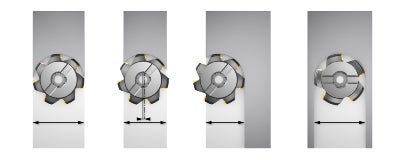
Pozisyon ve çap
Yüzey frezelemede genelde kesici çapı, kesme genişliğinden %20-50 daha büyük olmalıdır ve kesici merkezden hafif kaçık olarak konumlandırılmalıdır. Kesiciyi tam merkezde konumlandırmayın.
Kesici çapı iş parçasından küçük olduğunda, maksimum kesme genişliği kesici çapının %60-70'i kadar olmalıdır.
Tam (açık) kanal frezeleme yapılırken titreşimi önlemek için temasta olan kesici uç sayısını azaltmak çok önemlidir.
Titreşimi etkileyen etkenler
Titreşimde büyük bir etkiye sahip olan dört faktör bulunmaktadır:
- Giriş/kılavuz açısı ve kesme kuvvetleri
- Radyal kesme derinliğine bağlı kesici çapı
- Kesici uç geometrisi
- Kesici adımı
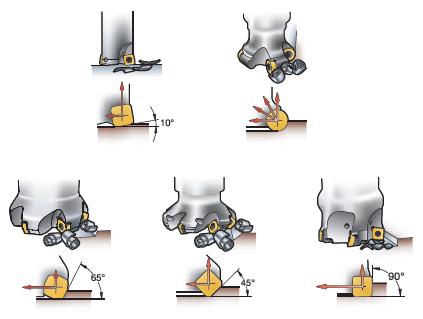
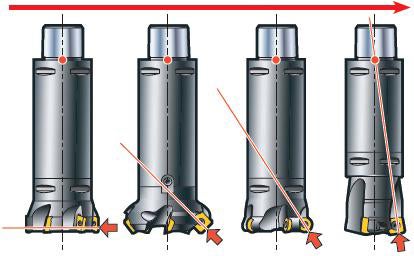
Giriş açısı
Kesme kuvvetlerinin yönünü belirlediği için giriş açısı önemlidir. Kappa açısı (KAPR) ne kadar büyük olursa radyal kesme kuvvetleri de o kadar artar. Yapacağınız uygulamaya ve işleme göre kesici konseptini belirleyin.
Radyal kesme kuvvetleri arttığında, sönümlemeli ve sönümlemesiz takımlar arasındaki fonksiyon farkını görebilirsiniz.
Daha kısa takım taşma mesafesiyle kombine küçük giriş açısı kesicideki maksimum kesme derinliğine titreşim olmadan ulaşılabilir.
Daha yüksek takım kararlılığı | |||
 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Radyal kesme derinliğine bağlı kesici çapı
Küçük takım çapı güç ve tork gereksinimleri ile yer değiştirmeye (sapmaya) sebep olan kesme kuvvetlerini azaltır. Frezeleme kesici çapının radyal kavramaya oranı maksimum değerlerden düşük tutulmalıdır.
Kesici uç geometrisi
Kesici takım geometrisi hafif ya da orta olmalıdır.
Silent Tools limitleri
Yüksek sıcaklık, sönümleme sisteminin çalışmasını etkiler. Mümkün olduğunda hava ya da dahili olarak temin edilen kesme sıvısı kullanın. Aşırı n (dev/dk)' de sönümleme sisteminin çalışmasını etkiler.
Kesici adımı
Birden fazla kesici uç malzemeye temas ettiğinde titreşim riski artar. Titreşim için kritik derinlikten daha az derinliklerde çalıştığınız sürece kesici sayısının arttırılması verimi arttırır. En iyi performansa ulaşmak için hem radyal kavramada hem de kesici adımında değişiklikler uygulayın. Sönümlemeli takımlarda verimli bir işleme yapabilmek için genelde kaba bir adım en iyi tercihtir.
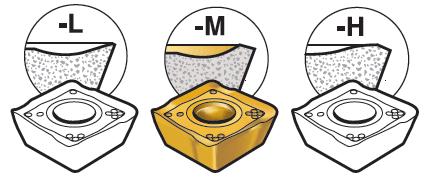
Farklı adımlı kesiciHarmonik kuvvetler titreşim yaratır, farklı adımlı kesici titreşimi azaltmak için etkili bir yöntemdir. Bu; harmonik kuvvetleri kırarak kararlılığı arttırır, ayrıca ae yüksek olduğunda ve uzun takım taşma mesafelerinde büyük avantaj sağlar. | 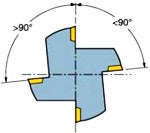 |
| Kaba adımlı -L | Sık adımlı -M | Ekstra sık adımlı-H | ||
 |  |  | ||
| Az sayıda kesici uca sahip farklı adımlı kesici. En düşük kesme kuvvetleri sayesinde kararsız işlemlerde ilk tercih. | Konsepte bağlı olarak orta sayıda kesici uca sahip eşit veya farklı adımlı kesiciler. Kararlı şartlarda kaba talaş işlemleri için ilk tercih. | Maksimum sayıda kesici uca sahip eşit adımlı kesiciler. Düşük ae ile yüksek verimlilik için ilk tercih (birden fazla kenar temasta). |
İp uçları ve tavsiyeler
Kesici uç kaliteleri ve geometrileri
Küçük bir kenar yuvarlama (ER) uygulayın. Kalın kaplamadan ince kaplamaya geçin. Gerekirse kaplanmamış kesici uçlar kullanın. Talaş oluşturma özelliğine sahip keskin ve pozitif kesici uçlar kullanın.
Giriş açısı
Giriş açısı ne kadar küçük olursa talaş da o kadar ince olur ve kesme kenarından daha fazla uzağa gider. Bu da diş başına daha fazla ilerleme anlamına gelir. Küçük giriş açısı, daha fazla kesme kuvvetini eksenel yöne yönlendirir ve titreşim riskini azaltır.
Kesici adımı
Sönümlemeli takımlarda verimli bir işleme yapabilmek için genelde kaba adım en iyi tercihtir. Kesme kuvveti yönlerindeki değişimleri yavaşlatmak için kaba adımlı bir kesici kullanın. Kesici uç sayısı azaltıldığında eksenel kesme derinliği büyük ölçüde büyür.
Diş başına ilerleme
Diş başına daha yüksek ilerleme takım tezgahının fener miline sabit bir ön yük getirebilir ve yataklarındaki oynaklığın kullanımını önleyebilir.
Maksimum Q elde etmek
Mümkünse ae başlangıç değerini %60–80 arasında seçin. Q'yu maksimize etmek için kesici uç sayısını düşürün. Bu özellikle tam kanal teması kullanıldığında önemlidir.
Talaş tahliyesi
Talaşların yeniden kesilmesini önlemek için basınçlı hava kullanın. Bu özellikle derin kavitelerin-oyukların frezelenmesinde önemlidir. Kaba adımlı kesicinin, talaşları boşaltmak için daha fazla alanı olduğuna dikkat edin.
Giriş ve çıkış
Kesicinin merkez çizgisi veya iş parçası kenarıyla aynı hizada olması durumlarından kaçının. Bu gibi durumlarda kesici, talaş kalınlığı maksimumken kesmeyi bırakır ve bu da giriş ve çıkışta büyük darbeli yüklere yol açar.