
CoroCut® 2
Yeni konsept, daha fazla avantaj
Müşteri örneği
Artırılmış takım ömrü
Takım ömrü
Parça başına maliyet
| Parça: | Üst şaft |
| Endüstri segmenti: | Otomotiv |
| Malzeme: | P1.2.Z.HT (S45C) |
| İşlem: | Kesme |
| Makine: | Ace |
Zorluk: Takım ömrünü uzatmak ve kesici uç kırılma sorununu azaltmak.
Sonuç: Müşteri, CoroCut® 2 ile takım ömrünü %130 oranında artırdı.
| Rakip | Sandvik Coromant | |
| Alet | - | C2R-RS25-LE08B |
| Kesici Uç | - | C2I-E2N-0200-0002-CM 4425 |
| n, dev/dak | 2300 | 2600 |
| vc, m/dak (ft/dak) | 110 (361) | 120 (394) |
| fn, mm/dev (inç/dev) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, mm (inç) | 6 (0.236) | 6 (0.236) |
| Kesme süresi, sn | 8 | 8 |
| İndeksleme kriterleri | Kesici uç kırılma riski | Önceden belirlenmiş takım ömrü |
| Takım ömrü, adet | 350 | 800 |
Müşteri örneği
Artırılmış takım ömrü
Takım ömrü artışı
V-profili

Ray profili

| Parça: | Normalde açık valf giriş contası tabanı |
| Endüstri segmenti: | Elektronik |
| Malzeme: | Paslanmaz çelik 304, M1.0.Z.AQ, 200 HB |
| İşlem: | Dilimleme |
| Soğutucu: | 50 bar harici yağ |
| Makine: | CNC-kayar otomat tezgahı |
Zorluk: Müşterinin V profili kesici uç hareketi fazla veya az kesime neden oluyordu.
Sonuç: CoroCut® 2 ray profilli kesici uç ile takım ömrü kenar başına %71 arttı.
| Rakip | Sandvik Coromant | |
| Alet | - | C2R-RS16-LE17DS |
| Uç | - | C2I-E2N-0200-0002-CM 1225 |
| n, dev/dak | 1800 | 1800 |
| fn, mm/dev (inç/dev) | 0.05 (0.002) | 0.05 (0.002) |
| ap, mm (inç) | 0.3 (0.012) | 0.3 (0.012) |
| Kesme süresi, sn | 6 | 6 |
| Takım değişikliği nedeni | Önceden belirlenmiş aşınma kriteri | Önceden belirlenmiş aşınma kriteri |
| Takım ömrü, adet | 700 | 1200 |
Müşteri örneği
Artırılmış takım ömrü
Takım ömrü artışı
85 parçadan sonra kesici uç aşınması

| Parça: | Molar kap |
| Endüstri segmenti: | Tıbbi |
| Malzeme: | Kobalt-krom Mo alaşımı 310 HB |
| İşlem: | Kaba tornalama |
| Soğutucu: | Emülsiyon, dış çap |
| Makine: | Okuma LT2000 |
Meydan okuma: Müşteri, RCMT performansının optimize edilmesini talep etti. Rakip ve Sandvik Coromant deneme karşılaştırması yaptı.
Sonuç: CoroCut® 2'nin uygulanmasıyla, rakip ürüne kıyasla kesme kenarı başına performansta kayda değer bir iki kat artış elde ettik.
| Rakip | Sandvik Coromant | |
| Alet | - | RF123H051-12BM |
| Uç | - | C2I-H2N-0500-RM 1225 |
| n, dev/dak | 700 | 700 |
| vc, m/dak (ft/dak) | 70 (230) | 70 (230) |
| fn, mm/dev (inç/dev) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, mm (inç) | 0.75 (0.030) | 0.75 (0.030) |
| Kesme süresi, sn | 20 | 20 |
| Takım değişikliği nedeni | kesici uç kırılması riski | kesici uç kırılması riski |
| Takım ömrü, adet | 30 | 60 |
Müşteri örneği
Artırılmış takım ömrü
Verimlilik artışı
Maliyet azaltma
Tıbbi vida

| Parça: | Vida |
| Endüstri segmenti: | Tıbbi |
| Malzeme: | Paslanmaz çelik 40 HRC |
| İşlem: | Dilimleme |
| Soğutucu: | Buğu kesme sıvısı |
| Makine: | Kayar başlık (Citizen) |
Meydan okuma: Takım ömrünü, talaş kontrolünü artırmak, çevrim süresini ve parça başına maliyeti azaltmak
Sonuç: Artan takım ömrü ile daha düşük çevrim süresi ve parça başına maliyet. Talaş kontrolü de iyileştirildi.
| Rakip | Sandvik Coromant | |
| Alet | - | C2R-QS12-RE11AD |
| Uç | - | C2I-E2N-0200-0004-GF 1225 |
| n, dev/dak | 995 | 1393 |
| vc, m/dak (ft/dak) | 25 (82) | 35 (115) |
| fn, mm/dev (inç/dev) | 0.03 (0.001) | 0.08 (0.003) |
| ap, mm (inç) | 4 (0.157) | 4 (0.157) |
| Kesme süresi, sn | 2 | 1.08 |
| Takım ömrü, adet | 700 | 1500 |
Müşteri örneği
Artırılmış takım ömrü
Takım ömrü

| Parça: | Bağlantı konektörü |
| Endüstri segmenti: | Otomotiv |
| Malzeme: | M1.0.Z.AQ (304 L) |
| İşlem: | 2 mm dilimleme Parça çapı 11 mm |
| Makine: | Citizen |
Zorluk: Müşteri takım ömrünü artırmak, parça başına maliyeti düşürmek, yüzey kalitesini iyileştirmek ve çapak oluşumunu azaltmak istedi.
Sonuç: CoroCut® 2 ile müşteri tüm zorlukların üstesinden geldi ve takım ömründe %140 artış sağladı.
| Rakip | Sandvik Coromant | |
| Uç | - | C2I-E2N-0200-0002-CM1225 |
| n, dev/dak | 2400 | 2400 |
| vc, m/dak (ft/dak) | 83 (272) | 83 (272) |
| fz, mm/z (in/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, mm (inç) | 5.5 (0.217) | 5.5 (0.217) |
| Kesme süresi, sn | 5 | 5 |
| İndeksleme kriterleri | Çapak oluşumu | Çapak yok, nominal serbest yüzey aşınması |
| Takım ömrü, adet | 250 | 600 |
Müşteri örneği
Gelişmiş talaş kontrolü
Verimlilik artışı
Maliyet azaltma
| Parça: | Aşağı delik pistonu |
| Endüstri segmenti: | Petrol ve gaz |
| Malzeme: | P1.1.Z.HT |
| İşlem: | OD'de 14 kanal işleyin |
| Makine: | Mazak Quick Turn Nexus 250 |
Meydan okumak: Zayıf talaş kontrolü, tezgahta gecikmelere neden olur ve verimliliği yavaşlatır.
Sonuç: Üst ve alt kesme sıvılı CoroCut® 2 ve QS™ sistemi gelişmiş talaş kontrolü sağlar. Müşteri daha yüksek kesme değerleri kullanabilir ve böylece parça başına toplam maliyeti azaltabilir.
| Rakip | Sandvik Coromant | |
| Alet | - | C2R-QSA16-RH25-CB |
| Uç | - | C2I-H2N-0400-0004-TF 4425 |
| vc, m/dk (ft/dk) | 152 (500) | 244 (800) |
| fn, mm/dev (inç/dev) | 0.10 (0.004) | 0.15 (0.006) |
| ap, mm (inç) | 3.8 (0.150) | 3.8 (0.150) |
| Soğutucu: | Dıştan soğutma sıvısı | Takım içinden, üstten ve alttan |
| Takım ömrü, adet | 20 | 38 |
Performans
Kalite GC1225
Takım ömrü artışı
GC1125

GC1225

| Bileşen/segment: | Otomotiv parçası |
| Malzeme: | İşlenmiş, P2.1.Z.AN, 180 HB |
| İşlem: | Dış kanal açma, ince talaş işleme, emülsiyon |
Sonuç: GC1225 kalite, mevcut GC1125 kalite ile karşılaştırıldığında takım ömründe %36 artış sağlamıştır.
| GC1125 Serisi | GC1225 Serisi | |
| Insert | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, m/dk (ft/dk) | 260 (853) | 260 (853) |
| fn, mm/dev (inç/dev) | 0.15 (0.006) | 0.15 (0.006) |
| Takım ömrü, adet | 178 | 243 |
Performans
Hassas yönlendirilmiş soğutma sıvısına sahip takım tutucular
Verimlilik
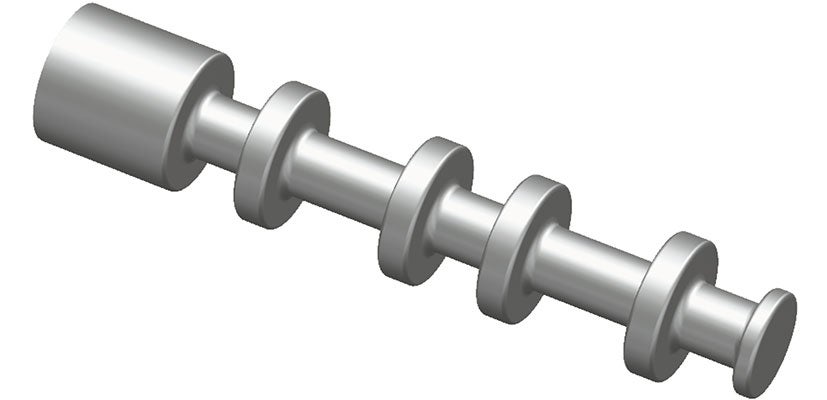
| Bileşen/segment: | Eksantrik mili |
| Malzeme: | 4340 AISI P2.2.Z.AN |
| İşlem: | Yuva açma (Dalga formu yöntemi) |
| Makine: | Okuma LT3000 |
Sonuç: Yeni takım tutucular daha yüksek kesme değerleri sağlar ve çok daha uzun takım ömrüne sahiptir.
| Yaylı kilit | Vidalı bağlama | |
| Alet | RF123J00C16E | C2R-QSA16-RJ25CB |
| Uç | N123J2-0600-RM | N123J2-0600-RM |
| n dev/dak | 1300 | 1300 |
| vc, m/dk (ft/dk) | Değişken | Değişken |
| fz mm/dev (inç/dev) | 0.45 (0.018) | 0.55 (0.022) |
| ap mm (inç) | 1.2 (0.047) | 1.2 (0.047) |
| Takım ömrü, adet | 20 | 20 |
| Sonuç: | Takım tutucunun her 6-8 haftada bir değiştirilmesi gerekir | Yeni takım tutucu en az 6 ay dayanır |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730