
CoroMill® 490
Genel ve tekrarlı kenar frezeleme için ilk tercih

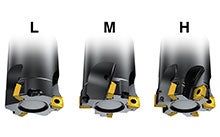
Doğru kesici uç geometrisini seçin
Hafif (-L) Orta (-M) Ağır (-H)
Doğru hatve nasıl seçilir?
Çalışma için en uygun etkin kesme kenarını zc seçerken hatvenin (kesme kenarları arasındaki mesafe) dikkate alınması çok önemlidir.
Daha fazla bilgi

Doğru takım tutucu sistemini seçin
Frezeleme işleminin sonucu üzerindeki en büyük pay takım montajına aittir. Kesme derinliği ne kadar büyük olursa bağlamanın boyutu ve stabilitesi de o kadar önemli hale gelir. Çünkü özellikle uzun kesme kenarlı frezeler olmak üzere kenar ve yüzey frezelerini kullanırken büyük radyal kuvvetler söz konusudur.
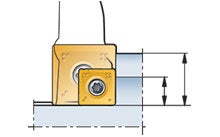
Kesme derinliği
Kesici uç boyutu 08 Kesici uç boyutu 14

Uygulama ipuçları

Uygulama kontrol listesi ipuçları
Kenar frezeleme yaparken neler göz önünde tutulmalıdır? Bazı yararlı ipuçları ve püf noktaları burada sunulmuştur.
Talaş oluşumu
Yüksek kaliteli bir frezeleme işlemi için talaş oluşumunun ve tahliyesinin başarılı gerçekleşmesi çok önemlidir. Mükemmel talaş oluşturma konusunda daha fazla bilgi edinin ve altın kuralı akıldan çıkarmayın: Kalından inceye.
Kesici konumu
Bir frezeleme kenarının kesim içine her girişinde, frezeleme kenarı üzerinde bir sarsma yükü oluşur. Başarılı frezeleme için, kesimin giriş ve çıkış noktalarında kenar ve malzeme arasında doğru tipte temas olmasına dikkat edilmelidir.
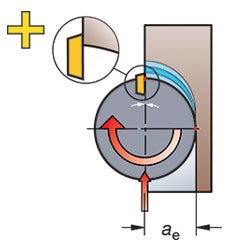
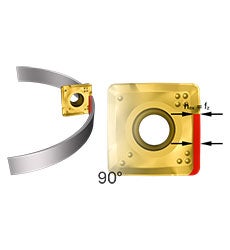
Parçaya giriş
Kenar frezeleme genelde düşük radyal kavrama kullanır, bu nedenle diş başına ilerlemeyi (fz) maksimum talaş kalınlığına karşı (hex) değerlendirmek önemlidir.
Doğru hex değerine göre kesme parametresinin hesaplanması iyi yüzey kalitesi ve takım ömrüyle iyi bir kesme işlemi sağlar.
Tavsiyeler
Kesici gövdesi seçimi
●
Zor koşullar

L
Sınırlı stabilite ve güç
Derin tam oluk açma operasyonları
En düşük kesme kuvvetleri
◐
Ortalama koşullar

M
Genel amaçlı
○
İyi koşullar

H
Kısa talaş oluşturan malzemeler
Isıya dayanıklı malzemeler
Kenar oluşturma operasyonları
İlk tercih kesici uç
| Kaba talaş işleme | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Orta | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| İnce talaş işleme | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730