
T-Max® P
Büyük ve orta boyutlu parçalar için verimli dış çap tornalama

Kesici uç yuvası
Uç yuvasını temizleyin ve hasar görmüş konumlar ve kesici kenar desteği açısından kontrol edin
Altlıklar ve altlık yuvaları
Altlık kenarlarının işleme veya taşıma sırasında düşmediğini ve altlık yuvalarında talaş birikmesi olmadığını kontrol edin

Temas yüzleri
Destek ve temas yüzlerini kontrol edin ve herhangi bir hasar veya kirlenme olmadığından emin olun.

Bağlama
Delik işleme operasyonlarında mümkün olan en iyi bağlamanın kullanılması önemlidir. Uygun destek olmazsa kullanım mesafesi artarak titreşime neden olabilir.

Uygulama İpuçları
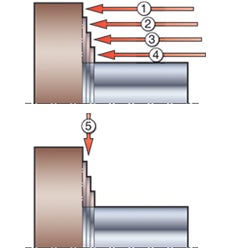
Talaş sıkışmasını önleyin
Omuza doğru tornalama yapın (Adım 1 – 4) ve omuzda son ölçüye gelmeden önce durun. Talaş sıkışmasını önlemek için dört adımın her birinde aynı ilerleme hızını koruyun. Son kesim (5) dış çaptan başlayarak iç çapa doğru giden tek bir dikey kesim ile yapılmalıdır.

Titreşimleri önleyin
Titreşimleri önlemek için üstte ve altta olmak üzere iki taretli tezgahların kullanılması önerilir. Kurulum, kuvvetleri düzelterek tüm prosesi stabilize edecek ve böylece titreşimi ve parçanın bükülmesini önleyecektir.
Öneriler
Kesici uç ve sistem
Dış çap uygulaması
| İnce talaş işleme | Orta talaş işleme | Kaba talaş işleme | |
| Kesici uç şekli | C | C | C |
| Kesici uç boyutu | 12 | 12 | 12 |
| Giriş açısı | 95° | 95° | 95° |
| Bağlama | Levye | Levye | Levye |
Delik içi uygulamalar
| İnce talaş işleme | Orta talaş işleme | Kaba talaş işleme | |
| Kesici uç şekli | C | C | C |
| Kesici uç boyutu | 12 | 12 | 12 |
| Giriş açısı | 95° | 95° | 95° |
| Bağlama | Levye | Levye | Levye |
Kesici uç kalitesi
| İşleme koşulları | P | M | K | S | H |
| İyi | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Ortalama | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Zor | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Kesici uç geometrisi
| Operasyon | P | M | K | S | H |
| İnce talaş işleme | -PF | -MF | -KF | -SF | S01525 |
| Orta talaş işleme | -PM | -MM | -KM | -SM | S01525 |
| Kaba talaş işleme | -PR | -MR | -KR | -SMR | S02035 |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730