
CoroTurn® 107
Hassas parçalarda iç ve dış çap tornalama için
Talimatlar

Taşıma talimatı
Ray arabirimine sahip yuvarlak kesici uçlar ve takım tutucular için.
Buradan izleyip indirebilirsiniz

Kesici uç yuvası
Kesici uç yuvasını temizleyin ve hasar görmüş konumlar ve kesme kenarı desteği açısından kontrol edin
Altlıklar ve altlık yuvaları
Altlık kenarlarının işleme veya taşıma sırasında düşmediğini ve altlık yuvalarında talaş birikmesi olmadığını kontrol edin

Temas yüzeyleri
Destek ve temas yüzlerini kontrol edin ve herhangi bir hasar veya kirlenme olmadığından emin olun.



Uygulama tavsiyeleri
İnce parçaların işlenmesi
Giriş açısı etkisi: Her zaman 90/0 dereceye yakın bir açıyla çalışmaya gayret edin; küçük bir değişiklik bile (91/-1 ile 95/-5 derece arası) işleme sırasında kesme kuvvetinin yönü üzerinde etki yapacaktır.
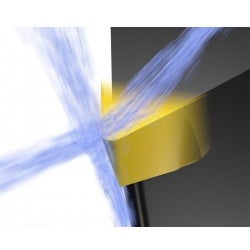
Üst ve alt kesme sıvısı: Hangisi ne zaman kullanılmalı?
Hassas yönlendirilmiş üst ve alt kesme sıvısı kullanımı, talaş kontrolü zorluklarının üstesinden gelmek ve takım ömrünü artırmak için etkili bir yöntemdir. Kesme sıvısının doğru uygulanması ve tornalama işlemlerinde performansı artırabilecek diğer faydalı kesme sıvısı önerileri hakkında bilgi edinin.
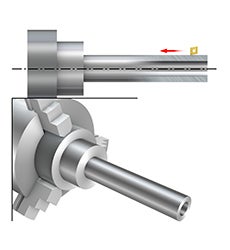
Titreşime duyarlı parçalar
Gücü aynaya/iş miline yönlendirmek için tüm kesimin tek pasoda yapılması önerilir. Giriş açısı, kesme kuvvetlerini yönlendirmek için kullanılabilir. Yüksek giriş açısı, kesme kuvvetlerinin bileşkesinin kuruluma karşı gelmesini ve böylece parça üzerine uygulanan bükülme kuvvetinin daha düşük olmasını sağlar.
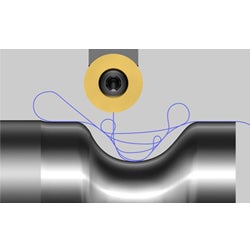
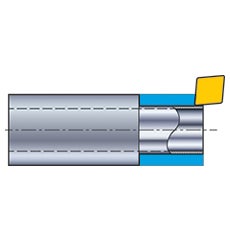
Doğrusal olmayan tornalama
Doğrusal olmayan tornalama işlemesi tok malzemelerde yuva açma için verimli bir stratejidir. Aşınma noktası kesme kenarı çevresinde hareket eder ve iş parçasına girerken daha az titreşim riski vardır. Doğrusal olmayan tornalama işlemlerinizi optimize etmek ve yüksek uygulama güvenliği, verimlilik, takım ömrü, talaş kontrolü ve düşük takım stoğu elde etmek için ray arabirimine sahip CoroTurn® 107 kullanın.
Öneriler
Kesici uç ve sistem
Dıştan boyuna tornalama ve alın tornalama
| İnce talaş işleme | Orta talaş işleme | Kaba talaş işleme | |
| Kesici uç şekli | C | C | C |
| Kesici uç boyutu | 09 | 09 | 12 |
| Giriş açısı | 95° | 95° | 95° |
| Bağlama | Vida | Vida | Vida |
Dış profil işleme
| İnce talaş işleme | Orta talaş işleme |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Vida | Vida |
İçten boyuna tornalama ve alın tornalama
| İnce talaş işleme | Orta talaş işleme | |
| Kesici uç şekli | T | T |
| Kesici uç boyutu | 05 | 09 |
| Giriş açısı | 91° | 91° |
| Bağlama | Vida | Vida |
| Delik Ø | 6-13 | ≥ 13,5 |
İç profil işleme
| İnce talaş işleme | Orta talaş işleme |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Vida | Vida |
| ≥ 13 | ≥ 13 |
Kesici uç kalitesi
| İşleme koşulları | P | M | K | N | S | H |
| İyi | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Ortalama | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Zor | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Kesici uç geometrisi
| Operasyon | P | M | K | N | S | H |
| İnce talaş işleme | -PF | -MF | -KF | -AL | -UM | S01020 |
| Orta talaş işleme | -PM | -MM | -KM | -AL | -MF | S01020 |
| Kaba talaş işleme | -PR | -MR | -KR | -AL | -MM | S02030 |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730